Ремонт деревянных деталей
Способы ремонта деревянных деталей оружия существенно отличаютя у указанных от способов ремонта металлических деталей. В то же время ремонт деревянных деталей различных образцов оружия имеет много общего.
На деревянных деталях не допускаются следующие дефекты: трещины, сколы, пробоины, значительные вмятины и побитости, снижающие прочность и ухудшающие внешний вид оружия;
— поводка, искривление и скручивание длинных деревянных деталей, например цевья у вднтовок и карабинов; этот дефект проверяется обычно визированием на глаз по ребру желоба и в сборке со стволом;
— металлические детали (затылок приклада, антабка и т. п.), крепящиеся к деревянным деталям шурупами, не должны иметь качки, ощутимой пальцами рук, и выступать над деревом приклада (ложи);
— шурупы не должны провертываться и выпадать из – своих гнезд.
В ремонтном органе детали с дефектами подвергают очистке протиркой их сухим протирочным материалом или протирочным материалом, смоченным какимлибо растворителе.
При значительном объеме ремонта оружия очистка деревянных деталей производится в растворе (50—100 г кальцинированной или 30 г каустической соды на 1 л воды), нагретом до 80—90° С. Допускается на 1 л раствора добавлять 30—40 г контакта Петрова или 20—30 г жидкого стекла. Время выдержки деталей в этом растворе не более 1 мин.
Деревянные детали с трещинами и сколами ремонтируются путем постановки соответствующих вклеек на клею ВИАМ-БЗ.
Клей ВИАМ-БЗ имеет следующий состав:
— смола феноло-баритовая ВИАМ-Б-100 весовых частей;
— стабилизатор-ацетон — 10 весовых частей;
— отвердитель контакт Петрова—15—21 весовых частей.
Ацетон, являясь растворителем, разжижает смолу, стабилизирует вязкость клея и увеличивает срок его годности к употреблению. Керосиновый контакт Петрова служит отвердителем, ускоряющим процесс полимеризации клея. Излишек контакта сокращает срок годности клея к употреблению и делает клеевое соединение хрупким.
Клей приготовляют на месте в чистой стеклянной, фарфоровой, эмалированной или луженой железной или дюралюминиевой посуде. В смолу при непрерывном помешивании добавляют ацетон, затем вводят контакт Петрова и смесь перемешивают 10—15 мин до получения однородной клеевой массы.
Температура клея во время приготовления и при работе не должна превышать 20° С, для этого посуда, в которой замешивается клей, должна охлаждаться водой до 15—20° С.
Приготовленный клей выдерживают 20—30 мин. Раствор клея пригоден для работы в течение 3—4 ч, после чего клей загустевает.
Основным достоинством клея ВИАМ-БЗ является то, что он хорошо склеивает промасленную древесину, дает прочный шов, водоупорен и не поражается грибками.
Зачастую вместо ВИАМ-БЗ пытаются применять другие фенолоформальдегидные клеи на основе смол МФФ, МФФ-М, М-70Ф, М-60Ф и др. Однако они уступают клею ВИАМ-БЗ по механической прочности и стойкости к воздействию переменной влажности и температуры. Это обусловлено тем, что указанные смолы, будучи жесткими, не могут следовать Изменениям и деформациям, которые претерпевает древесина вследствие разбухания и усушки в условиях переменной влажности и температуры. Возникающие при этом в клеевом соединении напряжения неблагоприятно сказываются на его прочности.
При отсутствии клея ВИАМ-БЗ допускается постановку вклеек производить на казеиновом клею «Экстра» (В-107), который дает прочный шов и устойчив к атмосферным и температурным колебаниям. Однако следует помнить, что он хорошо склеивает только непромасленную древесину.
Казеиновый клей поставляется в виде белого или сероватого порошка и приготовляется на месте из расчета одна весовая часть казеинового клея (в порошке) на две весовые части питьевой воды, температура которой должна быть в пределах 12—25° С. Порошок постепенно высыпают в воду при непрерывном помешивании. Затем клеевой раствор процеживают через редкое сито (имеющее 5—8 отверстий на сантиметр). При этом комки порошка протирают через сито, а не выбрасывают, чтобы не изменять консистенцию клеевого раствора.
После процеживания клеевой раствор отстаивается в течение 15—20 мин и с его поверхности удаляется пека. Клеевой раствор считается готовым к использованию не ранее чем через полтора часа после начала замешивания. Температуру клея при склеивании рекомендуется иметь в пределах 18—20° С; раствор клея пригоден для работы в течение 2—4 ч. Загустевший клей не годен для использования.
Постановка вклеек на деревянные детали выполняется в такой последовательности: разделка паза, изготовление вклейки, постановка вклейки в паз на соответствующем клею и закрепление ее, просушка и механическая обработка по контуру основной детали. Разделку пазов для вклеек производят в соответствии с размерами и формами, указанными в руководстве по ремонту. Дефектное место детали вырезают с помощью ручного столярного инструмента (стамески, ножовки и т, п.).
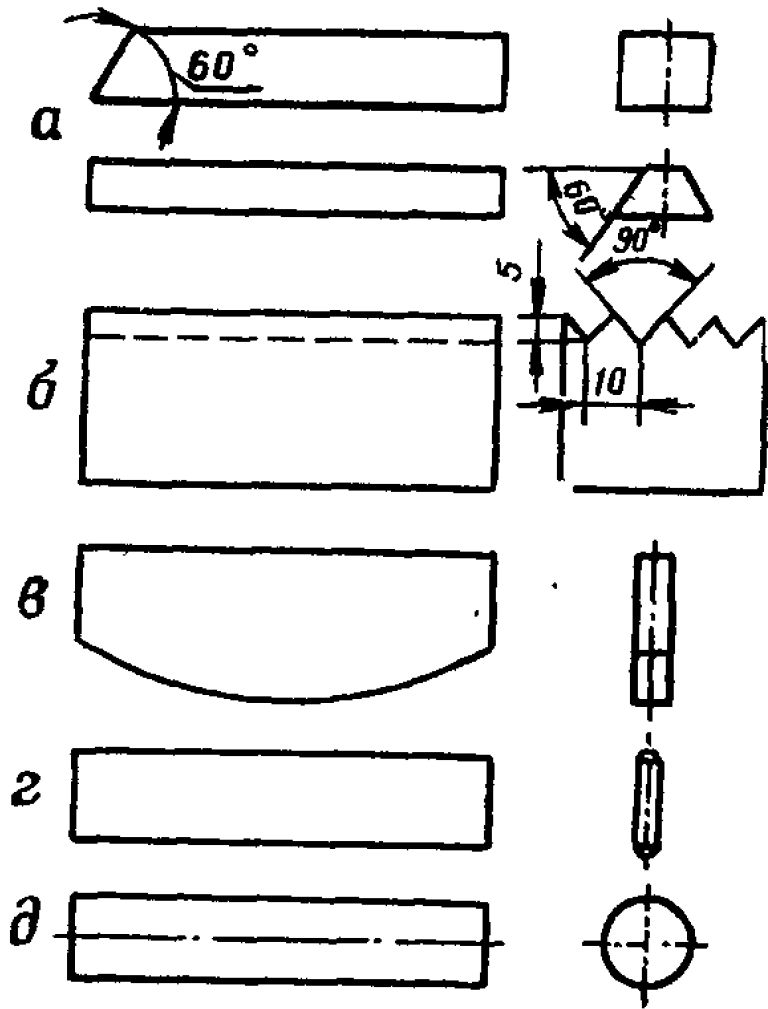
Рис. 120. Формы вклеек для ремонта деревянных деталей
Вклейки изготовляют из сухой ореховой, буковой или березовой древесины. Для вклеек могут быть использованы и бракованные (негодные) деревянные детали (ложи, приклады и т. п.). Размеры вклеек точно соответствуют размерам разделанного для них паза, но имеют припуск на последующую наружную обработку. Формы некоторых вклеек представлены на рис. 120.
Если вклейку изготавливают из куска древесины, то его подвергают пропитке (осмолке) в целях улучшения физикомеханических качество древесины, увеличения ее срока службы, предохранения от поражения насекомыми.
В качестве пропиточного состава рекомендуется смесь минерального масла с 5—10% битума нефти. Пропитка ведется до получения коричневого цвета в течение 25—30 мин. Сушка детали идет в течение 14 — 16 ч при t = 15 — 25°С.
Вклейки пригоняют к пазам ремонтируемых деталей без просветов, так как от качества пригонки существенно зависит прочность клеевого соединения. При этом нельзя склеиваемые плоскости деталей притирать друг к другу, поскольку при этом поры древесины затираются и прочность клеевого соединения ухудшается.
Постановку вклейки в паз на клею производят после пригонки склеиваемых поверхностей.
При использовании клея ВИАМ-БЗ за 10—15 мин до склеивания рекомендуется обезжирить склеиваемые поверхности путем протирания их ветошъю, смоченной в ацетоне или бензине.
После нанесения слой клея подготовленные поверхности соединяют друг с другом через 5—10 мин при использовании клея ВИАМ-БЗ или после того, как клеевой раствор станет слегка тягучим (при использовании казеинового клея), но не позднее чем через 15 мин после нанесения клея.
Спустя 10—15 мин после соединения вклейки скрепляют с деталью с помощью пресса, струбцины, колец с клиньями, обвязок (шпагатом, мягкой проволокой) или других приспособлений так, чтобы обеспечить по возможности равномерное давление по всей склеиваемой поверхности. Выдержка (сушка) склеиваемых частей до обработки должна быть не менее 24 ч. При этом если склеивание производят клеем ВИАМ-БЗ, то 8—10 ч детали выдерживают в скрепленном состоянии, а остальное — в свободном. При склеивании казеиновым клеем детали выдерживают в скрепленном состоянии все 24 ч.
Если при осмотре перед обработкой будут обнаружены дефекты склейки (местная непроклейка, трещины по клеевому соединению, толстая клеевая прослойка), то производят повторное склеивание,
Обработку поставленных вклеек производят вручную или механическим способом, так чтобы ее поверхности были заподлицо с поверхностями отремонтированной детали. Некоторые примеры поставленных и обработанных вклеек приведены на рис. 121, 122, 123 и 124. Вклейки а, б, в и д (рис. 120) обычно ставятся взамен вырезанного элемента детали, имеющего дефект (трещина, скол). Для того чтобы исключить распространение продольной трещины, ставятся вклейки типа г.
При незначительном износе (до1,5 мм) поверхностей цевья, накладок и приклада допускается вместо постановки вклеек производить ремонт изношенных поверхностей замазкой, состоящей из 30% древесной пыли и 70% клея ВИАМ-БЗ.
Перед нанесением замазки производится обработка изношенных поверхностей напильником для создания шероховатой поверхности, а после нанесения замазки — сушка и затем обработка детали в целях подгонки по месту постановки.
При качке арматуры приклада (ложи) вследствие проворачивания шурупов ставятся цилиндрические вклейки пробки (рис. 120, е). Для этого отверстие под шуруп просверливается на диаметр и длину, указанные в руководстве по ремонту. Затем изготовляется пробка соответствующих размеров, вставляется на клею в подготовленное гнездо и подгоняется по месту.
Восстановление лакового покрытия на деревянных деталях производят вручную нанесением лака ВК-1 и политуры с помощью тампона из ваты, обернутого марлей. Перед лакированием оголенные места и вклейки обезжиривают уайтспиритом. После 30— 40-минутной сушки в естественных условиях наносят слой лака ВК-1. Затем дается выдержка 30—40 мин в естественных условиях (при температуре 15—18° С) и наносится второй слой лака. Так последовательно наносят 6—8 слоев. После этого на наружную поверхность деревянной детали наносят один слой политуры ВК-1. Затем деталь подвергают сушке в естественных условиях в течение 30—40 мин.
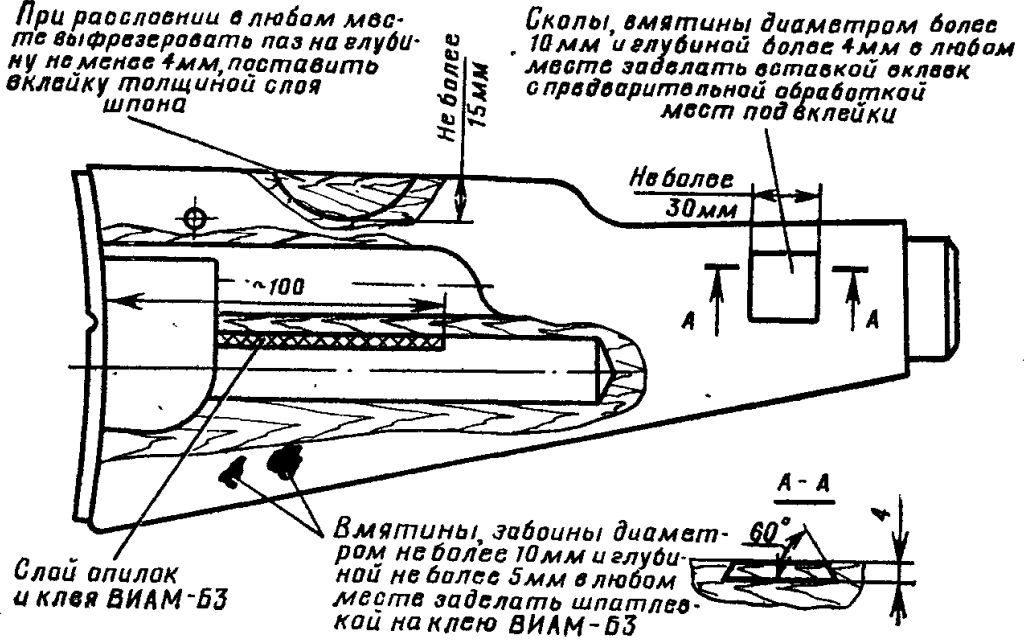
Рис. 121. Ремонт приклада
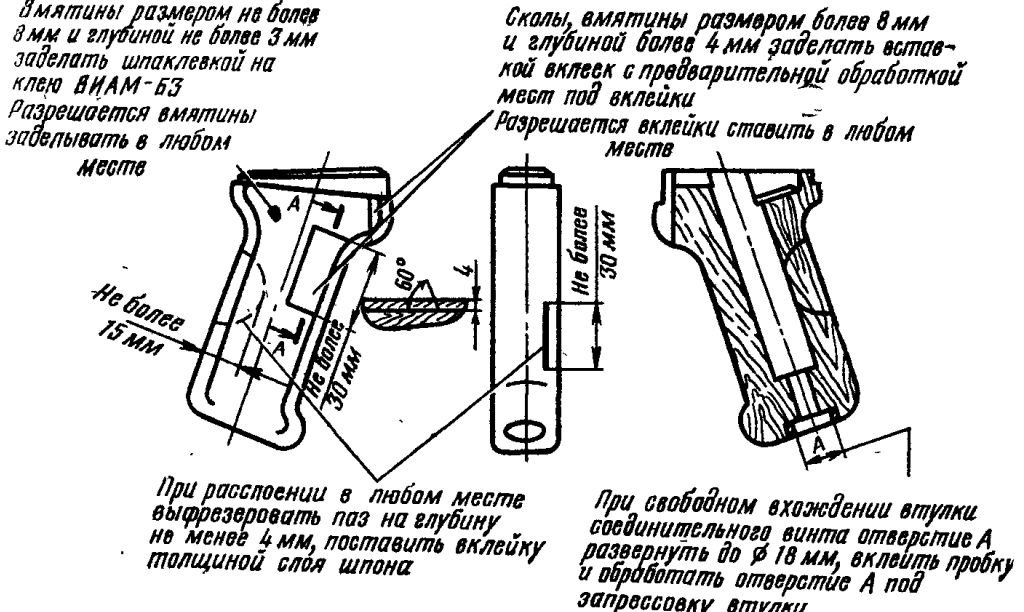
Рис. 122. Ремонт рукоятки
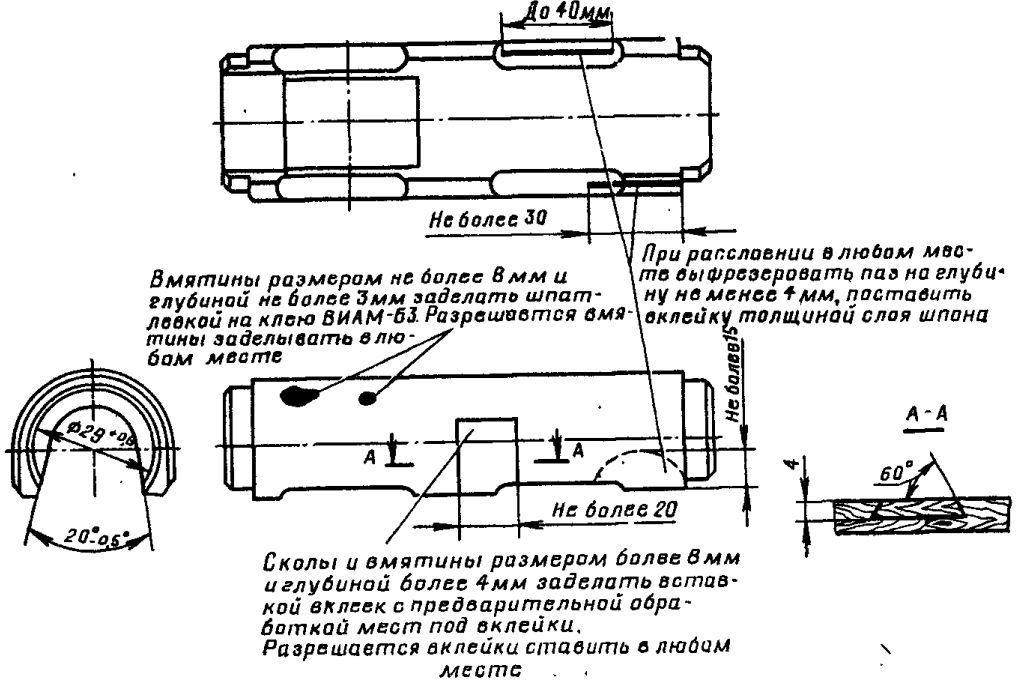
Рис. 123. Ремонт ствольной накладки
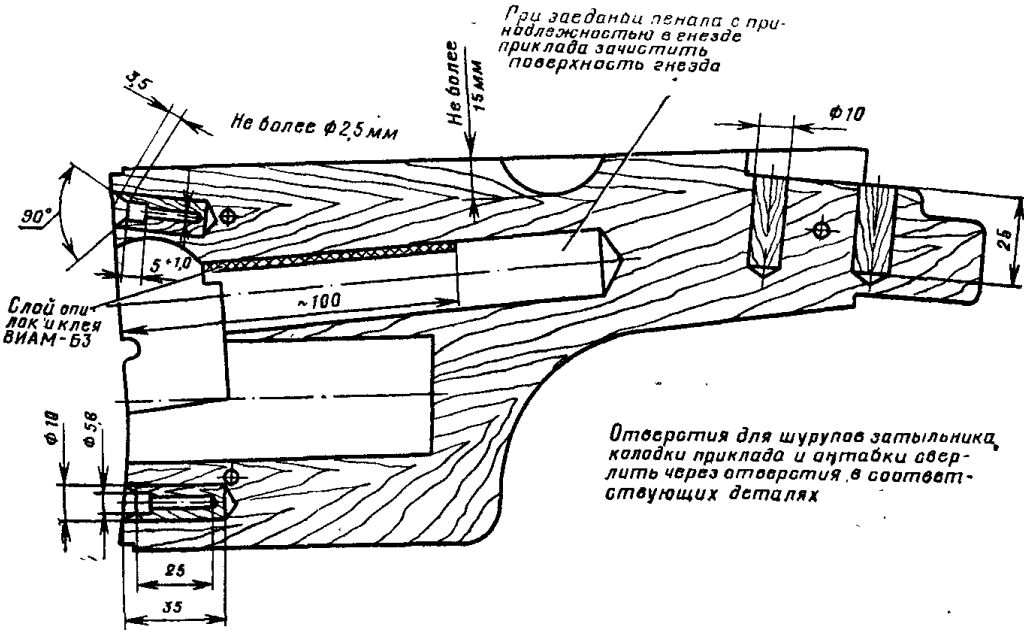
Рис. 124. Постановка и обработка пробок под шурупы в прикладе