Контрольно измерительные инструменты применяемые при обслуживании и ремонте стрелкового оружия
При техническом обслуживании и ремонте используются контрольно-измерительные инструменты, которые подразделяются на несколько групп в зависимости от точности и методов изменения.
Штангенциркуль (рис. 131, а) состоит из штанги 6 с масштабной линейкой и двумя неподвижными губками 1. По штанге 6 перемещается рамка 4, снабженная нониусом 7 и двумя подвижными губками 2. Когда губки сомкнуты, нулевые деления нониуса и штанги совпадают. Шкала нониуса длиной 19 мм разделена на 10 равных частей, т. е. каждое деление нониуса короче двух делений штанги на 0,1 мм.
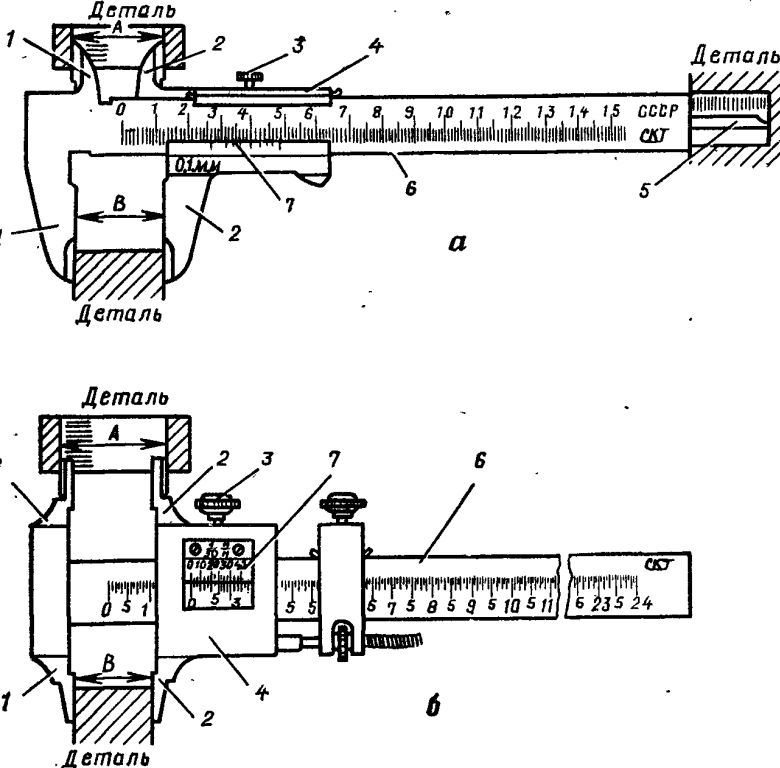
Рис. 131. Штангенциркули:
а – с точностью отсчета 0,1 мм; б – с точностью отсчета 0,05 мм; 1 – неподвижные измерительные губки;
2– подвижные измерительные губки; 3 – стопорный винт; 4 – рамка; 5 –глубиномер; 6 – штанга; 7 – нониус;
А – внутренние измерения; В – наружные измерения
При измерении рамку перемещают по штанге, пока рабочие поверхности губок плотно не коснутся детали, целые миллиметры отсчитывают до нулевого (первого) штриха нониуса, а десятые доли миллиметра определяют по штриху нониуса, совпавшему со штрихом штанги.
Для измерения внешних размеров пользуются внутренними поверхностями тупых губок, а для измерения внутренних размеров наружными поверхностями острых губок. Острые губки используют также при делении на части линий и углов, разметке дуг окружностей, параллельных линий и т. п. Глубину отверстий измеряют выдвижным глубиномером 5, причем результат читают так же, как и при измерениях губками.
По этому же принципу измеряют штангенциркулем с точностью 0,02 и 0,05 мм(рис. 131, б).
Микрометр состоит из скобы 1 (рис. 132) со стеблем 3 и неподвижной пятой 2. По резьбе в стебле перемещается микрометрический винт 4, один конец которого заканчивается стержнем 9, а на другом (гайкой 7) закреплен барабан 5. Трещотка 6 обеспечивает равномерное нажатие стержня 9 на измеряемую поверхность.
Цена каждого деления стебля 0,5 мм. Круговая шкала на скосе барабана 5 имеет 50 делений, а за полный его оборот стержень 9 перемещается вдоль оси на 0,5 мм. При измерениях Показания с точностью до 0,5 мм отсчитывают по шкале на стебле, а сотые доли миллиметра по круглой шкале барабана 5. Микрометрический винт стопорится в любом положении кольцом 8. На скобе микрометра указаны пределы измерения.
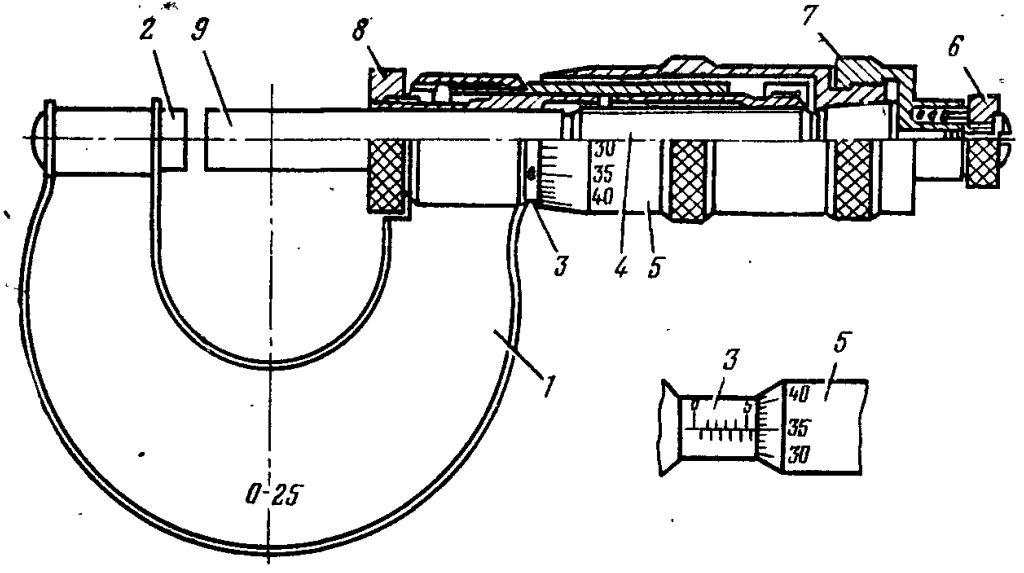
Рис. 132. Микрометр:
1 – скоба; 2 – пята; 3 – стебель; 4 – микрометрический винт; 5 – барабан;
6 – трещотка; 7 – гайка; 8 – стопорное кольцо; 9 – стержень
Перед пользованием тщательно протирают измерительные поверхности микрометра и с помощью трещотки соединяют их. При этом продольная риска на стебле исправного микрометра должна точно совпадать с нулевым делением барабана.
Микрометр предназначен для определения наружных размеров с точностью до 0,01 мм.
Индикатор (часового типа) имеет две шкалы деления и две стрелки. Шкала большой стрелки имеет 100 делений с ценой 0.01 мм. При измерении индикатор подводят к детали до соприкосновения с измерительным стержнем, при перемещении которого на 1 мм малая стрелка отклоняется на одно деление. От малой стрелки движение передается большой стрелке. При полном обороте большой стрелки малая стрелка перемещается на одно деление.
Индикатор предназначен для измерения глубины трещин, биения валиков при их вращении и т. п.
Калибры – это бесшкальные инструменты, позволяющие устанавливать отклонения от заданного размера.
Шаблоны – это бесшкальные инструменты, которые предназначены для контроля контуров деталей, профиля резьб, радиусов скругления пазов, выступов и т. п. Контуры деталей проверяют шаблоном на просвет.
Пластинчатые щупы, состоящие из набора тонких стальных пластинок строго определенной толщины, предназначены для определения зазоров между поверхностями сопрягаемых деталей. В набор входят 8-16 пластинок толщиной от 0,03 до 1 мм. На каждой пластинке обозначена ее толщина. Чтобы определить зазор, в него поочередно вводят пластинки, пока одна из них или несколько сложенных вместе не окажутся по толщине равными зазору.
Предельные калибры предназначены для контроля деталей, изготовленных по допускам. Для этого служат два калибра или два конца одного калибра. Размер одного из них соответствует наименьшему допускаемому размеру, калибр называют проходным и обозначают буквами ПР, а размер другого соответствует наибольшему допускаемому размеру, калибр называют непроходным и обозначают буквами НЕ.
Примером такого калибра является калибр для проверки величины зацепа выбрасывателя (рис. 133). При проверке принято считать деталь годной, если конец калибра, имеющий размер ПР, проходит под зацеп выбрасывателя под действием собственного веса, а конец НЕ – не проходит. Это показывает, что размер лежит в пределах допуска, предусмотренного эксплуатационной документацией.
В ряде случаев применяют калибры, изготовленные как непроходные. Такие калибры, например, применяют для проверок износа канала ствола (рис. 72).
Поверочная линейка предназначена для проверки плоскостей. Проверка производится методом световой щели – на просвет. При этой проверке линейку прикладывают рабочим ребром на проверяемую поверхность и, наводя ее на свет, наблюдают, нет ли просвета между линейкой и поверхностью. Если свет нигде не пробивается, то поверхность не имеет изгиба, сдвига витков (для пружины).
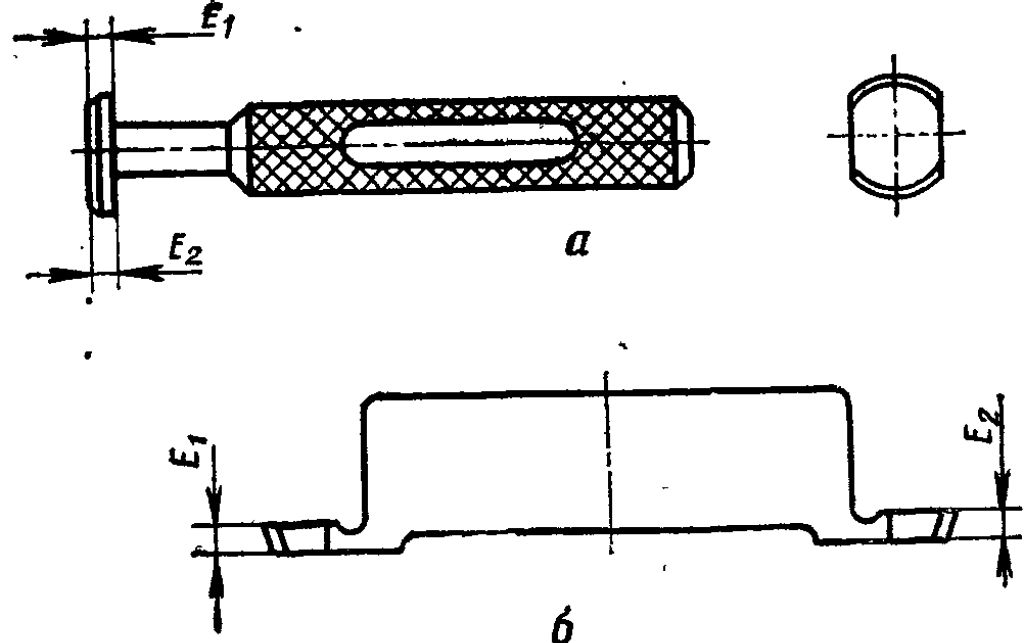
Рис. 133. Калибры для проверки расстояния от дначашечки затвора до зацепа выбрасывателя:
а – цилиндрический; б – пластинчатый; Е1 прохода ал сторона; Е2 – непроходная сторона
Правила обращения с инструментом
1. Контрольно-измерительные инструменты следует оберегать от ударов, загрязнения, перекосов при измерениях.
2. Инструменты, имеющие забоины, заусенцы, царапины и другие дефекты на рабочих поверхностях и на шкалах, из обращения изымаются.
3. Перед работой измерительные поверхности инструмента, как и проверяемые поверхности, насухо протирают и очищают от пыли и других частиц, которые могут повлиять на результат измерения.
4. Инструмент, находящийся в использовании, после работы очищают от грязи, пыли и смазывают тонким слоем смазки ГОИ-54п.
5. После работы в холодном месте необходимо, чтобы инструмент согрелся в месте хранения, затем следует его протереть насухо и смазать, как указано выше.
6. Инструмент, подлежащий хранению, промывают бензином, протирают насухо, смазывают с помощью волосяной щетки смазкой ГОИ-54п, помещают в футляры и укладывают на стеллаж.
При отсутствии нормальных условий хранения инструмент после смазки обертывают парафинированной бумагой.