Проверка зацепления зубчатых пар подъёмного или поворотного механизма станка
Правильность зацепления цилиндрических зубчатых пар определяют при оборке мягким щупом или по краске. Щуп — свинцовая лента шириной, примерно равной высоте зубьев проверяемых колес. Толщина ленты 0,1—0,2 мм.
Для проверки зацепления ленту закладывают между зубьями колес и колеса, проворачивают. На ленте образуется оттиск, по которому и судят о правильности контакта зубьев. Величину зазора между зубьями определяют измерением толщины ленты в месте оттиска микрометром или штангенциркулем.
Проверка зацепления на краску производится следующим способом. Зубья ведущей шестерни покрывают тонким слоем краски, после чего эту шестерню несколько раз проворачивают; по отпечатку краски (пятну касания) на зубьях ведомой шестерни судят о правильности зацепления.
Пятно касания, свидетельствующее о правильном зацеплении, изображено на рис. 134, а; оно должно занимать 70—80% поверхности зуба. Все остальные отпечатки, показанные на рис. 134, говорят о неправильной сборке; б — оси шестерен непараллельны; в — оси шестерен непараллельны и межцентровое расстояние уменьшено; г — оси шестерен непараллельны и межцентровое расстояние увеличено; д — оси шестерен параллельны, межцентровое расстояние увеличено; е — оси шестерен параллельны, межцентровое расстояние уменьшено
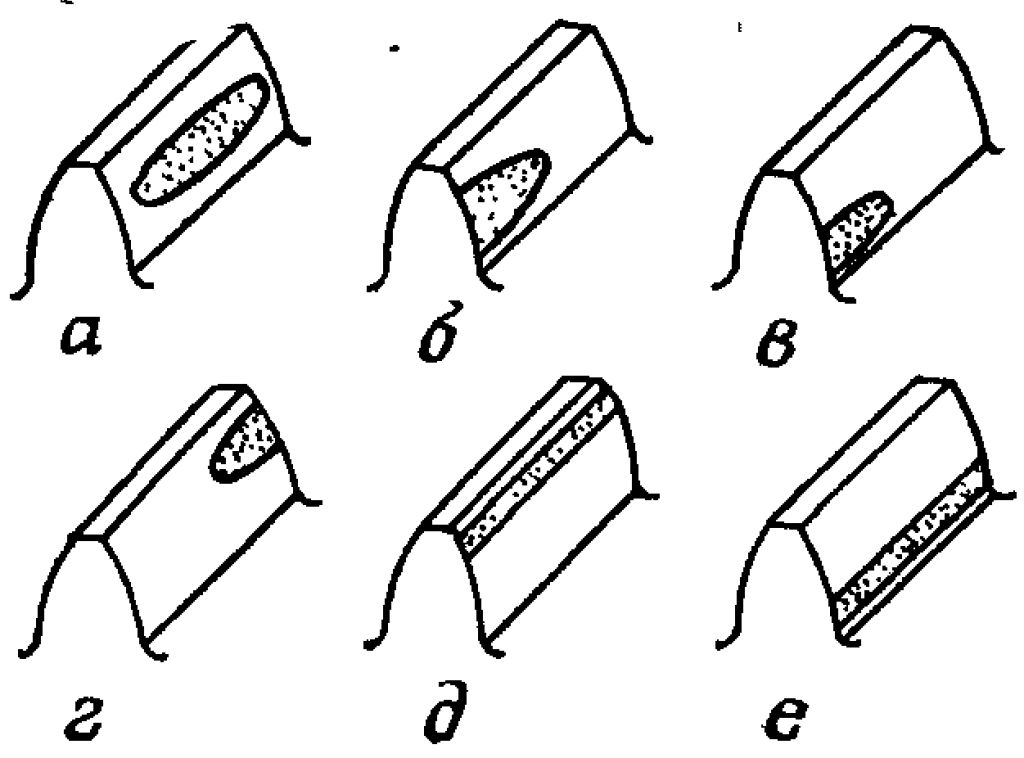
Рис. 134. Проверка зацепления цилиндрических зубчатых пар по отпечаткам краски