Приложения
Состав мастики по рецепту и способу употребления АРОЗ’ом
Для покрытия ножен надлежит употреблять следующего состава мастику:
1. Белила..... 35%
2. Лака масляного..... 6%
3. Сурика свинцового..... 10%
4. Масла вареного..... 6%
5. Клея вареного..... 3%
6. Мела порошкового..... 39%
7. Сажи голландской..... 0,2%
Способ приготовления.
Смешиваются все составные части (кроме мела) одновременно и пропускаются через краскотерку 2—3 раза; после чего добавляют мел и хорошо промешивают руками. (Мастику желательно изготовлять непосредственно перед употреблением).
Процесс обтяжки ножен парусиной и покрытия мастикой
Ножна намазывается жидким клеем; выкроенный кусок парусины промазывается тем же клеем и прикладывается к ножне. Притирка парусины к ножке производится увлажненной тряпкой. Обтянутая ножна хорош просушивается и поступает на мастиковку. Мастика берегся небольшими порциями на резиновую пластинку и втирается в парусину ровным слоем, после чего ножна поступает в сушку; сушка продолжается от 4 до 6 дней, температура для сушки не ниже 30—35°С.
После просушки шероховатости и неровности сглаживаются наждачным полотном или кремневой бумагой. Процесс покрытия и сушки повторяется 4 раза. После 4-й просушки ножна шлифуется куском пемзы с водой и поступает на двукратное (с промежутками для сушки) покрытие лаком.
Для уничтожения блеска надлежит употреблять смоченное водой сукно и порошок просеянной пемзы.
Для обтяжки ножен берется подкладочный холст №24. Для лакировки употребляется черный эмалевый лак.
Состав и способ приготовления варёного масла, шпаклёвки и лака для ножен по рецептам златоустовского механического завода
Вареное масло.
Состав:
Масла конопляного или льняного..... 2,7кг.
Сурику свинцового..... 80г.
Белил свинцовых (порошок)..... 80г.
Глет-зибер-глет (порошок)..... 80г.
Умбры толченой просеянной..... 20г.
Составные части кладутся все сразу в сосуд и перемешиваются, после чего смесь ставится на горячие угли и кипятится в течение 6 часов, затем снимается с огня и охлаждается.
Шпаклевка ножен.
Состав шпаклевки:
Умбра толченая..... 0,6кг.
Масло вареное..... 0,4кг.
Умбру можно заменять суриком и охрой.
Умбра разводится в масле и пропускается через краскотерку. Перед грунтовкой ножны смазываются раза 2—3 вареным маслом, затем поверхность ножен покрывается раза четыре шпаклевкой, т. е. до полного закрывания пор, после каждого покрытия ножен шпаклевкой, таковые подвергаются 16-час. сушке в специальных камерах или сушильных шкафах при температуре в 60°. После окончательной шпаклевки и просушки ножны пемзуются для удаления неровностей и шероховатостей на поверхности ножны, получившихся при шпаклевке.
Лакировка ножен.
Зашпаклеванные ножны покрываются лаком 2—3 раза, определенного состава и способа приготовления.
Состав лака:
Масло вареное (обыкновенное без примеси)..... 2,7кг.
Белила свинцовые (порошок)..... 81г.
Умбра толченая (просеянная)..... 61г.
Лазурь берлинская (толченая)..... 81г.
Лазурь простая (толченая)..... 61г.
Глет-зибер-глет (порошок)..... 63г.
Сурик свинцовый (порошок)..... 81г.
Все указанные материалы погружаются в сосуд и перемешиваются, затем производится варка в течение 6 час.; во время варки необходимо перемешивать состав и следить за тем, чтобы масло не всплывало, кипение состава должно быть сильное, после чего добавляются следующие материалы:
Асфальт (кусковой)..... 81г.
Сосновая смола (комовая)..... 81г.
Терпентин венецианский (перед употреблением разогревается и выливается жидким)..... 81г.
Воск желтый..... 61г.
После этого состав снова кипятится (кипение слабое) в продолжение 30 минут, послс чего добавляется 60 г скипидара (очищенного французского), сосуд снимается с огня и закрытый охлаждается без перемешивания. Лак считается хорошего качества, если после 16 час. охлаждения покроется пленкой. Лак после варки отстаивается две недели.
Чернение рукояток.
Подготовленные рукоятки к окраске окрашиваюг в черный цвет следующим способом: на 4—5 л воды прибавляют 30 г кампеля и 10 г железного купороса до полного растворения, после чего в состав погружают рукоятки и кипятят в закрытом сосуде в продолжение 3 час., после кипячения рукоятки вынимаются и медленно-просушиваются.
Подготовка припоя для пайки арматуры шашки
Для производства запайки арматуры необходимо иметь хорошо подготовленный припой. Готовый припой толкут в ступке до полного измельчении и, просеяв через мелкое сито, хорошо промывают в воде до полного исчезновения грязи, после чего припой перемешиват с истолченной бурой, и маленькой лопаточкой, изготовленной из 3-мм железной проволоки, накладывают в места запайки ровным небольшим слоем. Перед запайкой необходимо подсушить наложенный припой до вспучивания буры, после чего можно производить запайку.
Изготовление кожаных прокладок под эфес.
Кожаные прокладки изготавливаются из кожи (спиртовой) толщиной 4 мм в следующем порядке:
1) отрезаются полосы кожи по ширине прокладок,
2) просекаются прокладки специальной высечкой.
(Рис. просечки 15).
Рис. 15. Просечка
Инструкционная карточка на изготовление ножны к шашке обр. 1927 г.
|
№ по пор. |
Наименование операций |
Материал для изготовления детали |
Инструменты |
Приспособления |
|
|
Рабочий |
Измерительный |
||||
|
1 |
Строжка 1-й плоскости | Рубанок, фуганок | Складной метр | Столярный верстак | |
|
2 |
Разыстка контура ножны | Карандаш, шаблон | |||
|
3 |
Опиловка нонтура по разметке | Лучковая пила, узкая мелкозубка | |||
|
4 |
Строжка плоскостей 2-й, 3-й, 4-й | Рубанок, фуганок, горбатик | Уголиник, линейка | ||
|
5 |
Распиловка выстроганной детали на две части | Лучковая пила, широкая мелкозубка. Рейсмас | Складной метр | ||
|
6 |
Строжка и прифуговка плоскостей после распиловки | Рубанок, фуганок | Угольник | ||
|
7 |
Разметка паза для клинка | Карандаш | |||
|
8 |
Сверление отверстий в конце разметки | Дрель, сверло 3 мм | |||
|
9 |
Отборка бороздок по контуру клинка | Шпунтгубель | |||
|
10 |
Выборка паза для клинка | Стамески плоские | |||
|
11 |
Склейка двух половинок ножны | Струбцинки, ваймы, клинок | |||
|
12 |
Перевод контура клинка на плоскости | Карандаш | |||
|
13 |
Обработка поверхности ножны | Горбатик, рубанок, рашпиль | |||
|
14 |
Выборка дорожки для шва чехла | Брусок берёзовой доски или липовой | Стамеска полукруглая коленчатая, терпуг | ||
|
15 |
Пригонка к ножне верхнего и нижнего наконечника | Верхний и нижний наконечник | |||
|
16 |
Вырезка чехла к ножне | Кожа или подклад. холст №24 | Нож сапожный | ||
|
17 |
Сшивка чехла | швейная машинка | |||
|
18 |
Подготовка ножны к обтяжке |
Ножка смазывается клеем и просушивается в течение 6 — 12 час. в теплом сухом помещении 2 раза, по просушке кожаный чехол вывертывается, смачивается в теплой воде и натягивается ка кожну, концы чехлг увязываются шпагатом |
|||
|
19 |
Обтяжка ножны |
Ножна просушивается в течение 12 час., после чего на неё пригоняется арматура при условии, если чехол не требовал шпаклевки |
|||
Инструкционная карточка на исправление нижнего наконечника
|
№ по пор. |
Наименование операций |
Материал для изготовления деталей |
Инструмент |
Приспособления |
|
|
1 способ |
|
|
|
|
1 |
Выпиловка дна наконечника |
Напильник личной полукруглый в 150 мм |
Оправка (рис. 16) |
|
|
2 |
Пригонка пластика по наконечнику, выбитоу по форме дна | Латунь желтая 2-мм толщины | Напильник личной полукруглый в 1500 мм | Тиски слесарные |
|
3 |
Увязка пригнанной пластины вязальной проволокой | Плоскогубцы с кусачками | ||
|
4 |
Накладывание припоя в местах соединения | Железная лопаточка из 3-мм проволоки | ||
|
5 |
Производство запайки | Клещи паяльные малые | ||
|
6 |
Зачистка и шлифовка наконечника | Личной напильник, наждачная бумага | Оправка | |
|
|
2 способ | |||
|
1 |
Выпиловка дна наконечника | Напильник личной трёхгранный 150-мм | Оправка (рис. 16) слесарные тиски | |
|
2 |
Подгибы дна на оправке до полного уничтожения выпиловки | Слесарный молоток вес 200 г. | ||
|
3 |
Разрезка шва ножовкой | Ножовка | ||
|
4 |
Пригонка медной пластинки толщиной в 2-мм | Латунь желтая 2-мм толщины | Личной напильник 150-мм | Оправка |
|
5 |
Накладывание припоя в местах соединения | Железная лопаточка из 3-мм проволоки | ||
|
6 |
Производство запайки | Клещи паяльные малые | Кузнечный горн | |
|
7 |
Зачистка и шлифовка наконечника |
Личной напильник, наждачная бумага №00 |
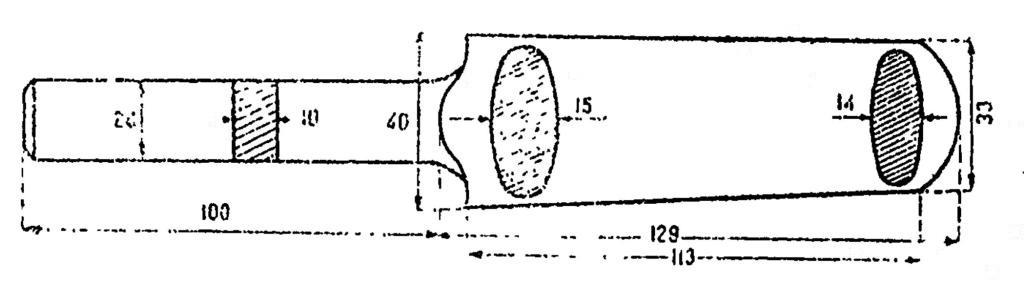
Рис. 16. Оправка для нижнего наконечника ножны.
Примечание. 2 способ прочнее тем, что у него над дном должна оставаться выступающая часть в виде башмака на 2 мм выше дна.
Инструкционная карточка иа изготовление скобы нижнего наконечника
|
№ по пор. |
Наименование операций |
Материал для изготовления деталей |
инструмент |
приспособления |
|
1 |
Отрезка пластинки | Латунь желтая 1-мм толщина | Ножницы ручные кровельные | |
|
2 |
Опиловка контура по шаблону | Напильник личной 150-мм | Тиски слесарные | |
|
3 |
Загиб ножек скобы | Молоток слесарный | ||
|
4 |
Опиловка скобы и шлифовка | Личной напильник 150-мм, наждачная бумага №00 |
Примечание. Перед производством всей работы латунь отжигается. Толщина латуни для скобы 1-мм.
Инструкционная карточка на изготовление контргайки верхнего наконечника эфеса
|
№ по пор. |
Наименование операций |
Материал для изготовления деталей |
инструмент |
приспособления |
|
| Рабочий | Измерительный | ||||
|
1 |
Подрезка торца и сверловка центра | Сталь круглая поделочная размером 12,5-мм | Резец подрезной сверло американское 2-мм | Токарный станок, американский патрон | |
|
2 |
Сверловка отверстия под резьбу | Сверло американское 5-мм |
Тоже |
||
|
3 |
Нарезка отверстий | Комплект метчиков 6-мм для 32 ниток на 1" |
Тоже |
||
|
4 |
Обточка цилиндра до нормальных размеров | Проходной резец | Штангель циркуль, кронциркуль |
Тоже |
|
|
5 |
Обточка конуса |
Тоже |
Тоже |
Тоже |
|
|
6 |
Зачистка отрезка гайки | Напильник личной плоский, отрезной резец |
Тоже |
Тоже |
|
Примечание. При наличии сквозного станка со сквозным шпинделем, для заготовки берут сталь прутовую и, вставляя шпиндель, обработку ведут, не вынимая прута до его окончания.