Приложения
Рабочие размеры установочных скоб к ручной механической звёздке
(размер С на рис. 28)
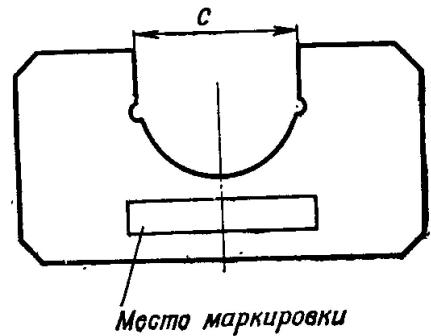
Рис. 28. Установочная скоба к ручной механической звездке
|
Диаметр звездки, мм |
Клеймо на установочной скобе |
Рабочие размеры установочной скобы по полям, мм |
Рабочие размеры установочной скобы по нарезам, мм |
||
|
исполнительный |
допускаемый в эксплуатации |
исполнительный |
допускаемый в эксплуатаьии |
||
|
37 |
Д37 |
37±0,002 |
37,006 |
- |
- |
|
37 |
Д37 |
- |
- |
37,9±0,002 |
37,906 |
|
45 |
Д45 |
45 ±0,002 |
45,006 |
- |
- |
|
45 |
Д45 |
- |
- |
46 ±0,002 |
46,006 |
|
76 |
Д76 |
76,2±0,0025 |
76,207 |
- |
- |
|
76 |
Д76 |
- |
- |
77,7±0,0025 |
77,707 |
|
100 |
Д100 |
100±0,003 |
100,009 |
- |
- |
|
100 |
Д100 |
- |
|
102 ±0,003 |
102,009 |
|
102 |
Д102 |
101,6±0,003 |
101,609 |
- |
- |
|
102 |
Д102 |
- |
- |
103,63±0,003 |
103,639 |
|
107 |
Д107 |
106,7±0,003 |
106,709 |
- |
- |
|
107 |
Д107 |
- |
- |
108,7±0,003 |
108,709 |
|
120 |
Д120 |
119,989+0,0035 |
119,990 |
- |
- |
|
120 |
Д120 |
- |
- |
121,92±0,0035 |
121,930 |
|
122 |
Д122 |
121,92±0,0035 |
121,930 |
- |
- |
|
122 |
Д122 |
- |
- |
123,95±0,0035 |
123,960 |
|
130 |
Д130 |
130+0,0035 |
130,010 |
- |
- |
|
130 |
Д130 |
- |
- |
135,4±0,0035 |
135,410 |
|
152/1 |
Д152/1 |
152,4±0,0035 |
152,410 |
- |
- |
|
152/1 |
Д152/1 |
- |
- |
154,94±0,0035 |
155,410 |
|
152/11 |
Д152/11 |
152,4±0,0035 |
152,410 |
- |
- |
|
152/11 |
Д152/11 |
- |
- |
155,4±0,0035 |
155,410 |
Наборы мерительных колец и направляющих дисков в комплектах приборов ПЗК
| Номер комплекта прибора ПЗК |
Маркировка и номер мерительного кольца |
|||||||||||
| 37,85 | 46,21 | 59,13 | 77,83 | 86,87 | 103,19 | 124,29 | 155,56 | 207 | 87,98 | 135,5 | 126,95 | |
| 1-17 | 1-18 | 1-19 | 1-20 | 1-21 | 1-22 | 1-23 | 1-24 | 1-25 | 11-2 | 12-1 | 15-1 | |
|
1 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
|
2 |
- |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
|
4 |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
|
5 |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
|
6 |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
|
7 |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
8 |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
|
9 |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
|
10 |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
11 |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
+ |
- |
- |
|
12 |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
- |
|
13 |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
+ |
+ |
- |
|
14 |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
|
15 |
- |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
+ |
| Номер комплекта прибора ПЗК |
Маркировка и номер направляющего диска |
|||||||||||
| 45,9 | 53 | 83,6 | 91 | 102 | 130,4 | 134,8 | 139,8 | 161,3 | 218,1 | 174,8 | 167,8 | |
| 1-41 | 1-42 | Сб 1-4 | Сб 1-5 | Сб 1-6 | Сб 1-7 | Сб 1-8 | Сб 1-9 | Сб 1-10 | Сб 1-11 | Сб 12-1 | Сб 13-1 | |
|
1 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- |
|
2 |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
|
4 |
- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
- |
|
5 |
- |
- |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
|
6 |
- |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
- |
|
7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
|
8 |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
|
9 |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
- |
|
10 |
- |
- |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
|
11 |
- |
- |
- |
- |
+ |
- |
- |
+ |
- |
- |
- |
- |
|
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
|
13 |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
- |
+ |
|
14 |
+ |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
|
15 |
- |
- |
- |
- |
- |
- |
+ |
- |
+ |
- |
- |
- |
Рабочие размеры шаблонов для проверки выхода бойка у артиллерийских орудий и миномётов
| Обозначение шаблона | Рабочие размеры шаблонов, мм | ||
|
номинальный |
допуск на изготовление | ||
|
больший |
меньший |
||
| И-28 | 2,47 | 2,7 | ±0,012 |
| И-54 | 2,4 | 2,7 | ±0,05 |
| 14,47 | 2 | 2,3 | ±0,013 |
| 16,88 | 2,5 | 2,8 | ±0,01 |
| 22-246 | 1,5 | 1,86 | ±0,025 |
| 42-1 | 2,88 | 3,38 | +0,02 |
| 42,2 | 2 | 2,42 | +0,02 |
| 42-21 | 1,8 | 2,3 | ±0,15 |
| 42,21 | 2 | 2,42 | +0,02 |
| 42-43 | 2 | 2,34 | ±0,013 |
| 42-52 | 2,2 | 2,5 | ±0,003 |
| 42-60 | 2 | 2,3 | ±0,013 |
| 42-60 | 2 | 2,5 | ±0,013 |
| 42-61 | 2,3 | 2,7 | ±0,013 |
| 42-68 | 2,2 | 2,5 | ±0,013 |
| 42-68 | 2,2 | 2,5 | ±0,013 |
| 42-99 | 2,2 | 2,4 | ±0,015 |
| 42-166 | 2,2 | 2,4 | ±0,015 |
| 42-166 | 2,2 | 2,5 | ±0,015 |
| 44-4 | 2 | 2,36 | -0,02 |
| 51-3 | 2,2 | 2,82 | ±0,005 |
| 51-12 | 2,44 | 2,84 | +0,01 |
| 54-28 | 2 | 2,45 | ±0,007 |
| 67-7 | 1,56 | 1,92 | 0,01 |
| 92-305 | 2,36 | 2,74 | +0,04 |
| 92-2/60 | 2,36 | 2,74 | +0,04 |
| 99/5-144 | 2 | 2,38 | +0,04 |
| 99-6/8 | 1,84 | 2,48 | +0,04 |
| 077000 | 2 | 2,38 | -0,02 |
| А276650 | 2,5 | 2,9 | -0,02 |
| А524115-1 | 2 | 2,38 | -0,02 |
| ЛК 8150-5200 | 1,43 | 1,57 | ±0,005 |
| ЛК 8150-5201 | 1,6 | 1,81 | ±0,005 |
Изображение шаблонов (калибров) дано на рис. 1.
Допуск на износ каждого рабочего размера шаблона устанавливается не более ±0,02 мм от предельной величины этого размера.
Рабочие размеры калибров для проверки выхода бойка
(размеры А и Б на рис. 1)
| Обозначение калибра |
Рабочие размеры калибра, мм |
Применяемость калибра - индекс изделия | |||
| обозначение | номинальный | исполнительный |
допустимый в эксплуатации |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочие размеры калибров для проверки диаметра канала ствола по полям
(размер В на рис.2)
| Обозначение калибра | Рабочие размеры калибра, мм | Применяемость калибра - индекс изделия | ||
| номинальный | исполнительный | допустимый в эксплуатации | ||
|
|
|
|
|
|
|
|
|
|
| К-2 ДШК №2 | НЕ 12,8 | 12,8-0,005 | 12,790 | Для изделий калибра 12,7 мм |
| К-2 6П20 | НЕ 5,5 | 5,503-0,006 | 5,490 | 6П18-6П21 |
Рабочие размеры калибров-шашек для проверки узла запирания
| Обозначение калибра | Рабочие размеры калибра мм, | Применяемость калибра - индекс изделия | |||
| обозначение на рис. 3 | номинальный | исполнительный | допустимый в эксплуатации | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| К-6 И428 |
|
БР 1,828 | 1,831-0,005 | 1,815 | 56-П-428, 56-П-428М |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочие размеры калибров для проверки высоты зацепа выбрасывателя над дном чашечки затвора
| Обозначение калибра | Рабочие размеры калибра, мм | Применяемость калибра - индекс изделия | |||
| обозначение на рис. 4 | оминальный | исполнительный | допустимый в эксплуатации | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| К-10 И-421 | И | НЕ 2,0 | 2,003-0,005 | 1,990 | 56-П-421 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рабочие размеры шаблонов для проверки толщины обтюратора
(размер П на рис. 6)
| Индекс изделия | Обозначение |
Рабочие размеры, мм |
|
| исполнительный | допустимый в эксплуатации | ||
| 52-М-853 | 51-13 | 35А(+0,025) | 35,1 |
| 52-М-864 | 51-35 | 36А(+0,05) | 36,1 |
Рабочие размеры мерительных колец прибора для замера длины зарядной каморы
| Номер детали | Клеймо на кольце |
Рабочие размеры, мм |
|
| исполнительный | размер, при котором кольцо подлежит выбраковке | ||
| 1-17 | 37,85 | 37,85±0,01 | 37,80 |
| 1-18 | 46,21 | 46,21±0,01 | 46,16 |
| 1-19 | 59,13 | 59,13±0,01 | 59,08 |
| 1-20 | 77,83 | 77,83±0,01 | 77,78 |
| 1,21 | 86,87 | 86,87±0,01 | 86,82 |
| 1,22 | 103,19 | 103,19±0,01 | 103,14 |
| 1,23 | 124,29 | 124,29±0,01 | 124,24 |
| 1-24 | 155,56 | 155,56±0,01 | 155,51 |
| 1-25 | 207 | 207±0,01 | 206,95 |
| 11-2 | 87,98 | 87,98±0,01 | 87,93 |
| 12-1 | 135,5 | 135,5±0,01 | 135,45 |
| 15-1 | 127 | 127±0,01 | 126,95 |
| 2А36.42.004 | 163,4 | 163,4±0,02 | 163,34 |
Справочные данные для проверки калибров на боевые машины и пусковые установки
В настоящем приложении приведены данные для поверки рабочих размеров калибров, которые из-за большого различия конструкций не сведены в группы.
Устройство этих калибров и способы их применения даны в технических описаниях и инструкциях по эксплуатации изделий, в комплект которых они входят, или в паспорте (формуляре) на калибр.
В таблице калибры записаны в порядке возрастания номеров их обозначений.
| Обозначение | Наименование, обозначение | Номер рисунка | Рабочие размеры рисунка, мм | Указания о поверке калибра | |
| исполнительный | допусимый в эксплуатации | ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 8У36 Сб 13-36 | Индикаторное приспособление для измерения внутреннего диаметра трубы | - | Проверять на точность работы по установочному кольцу 8У36 13-94 | - |
|
| 8У36 13-94 | Установочное кольцо для выверки индикаторного приспособления | 42 |
|
140,29 |
|
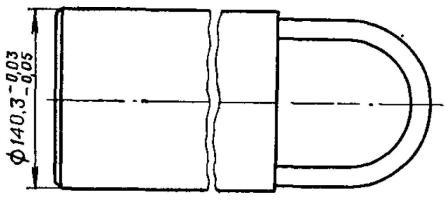
| 8У36 Сб 13-38 | Калибр для проверки прямолинейности труб | 41 |
|
140,20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
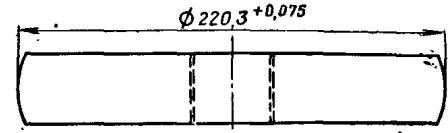 |
Рис. 29. Шаблон 2Б9 16-284 |
Рис. 30. Калибр 9П140 22.090 |
 |
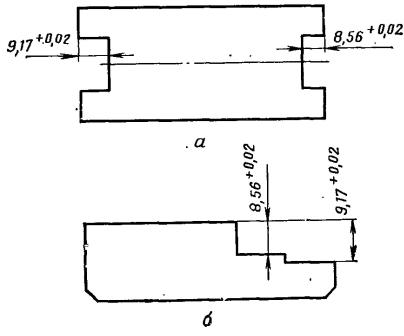 |
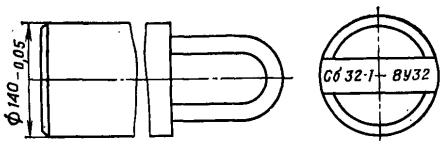
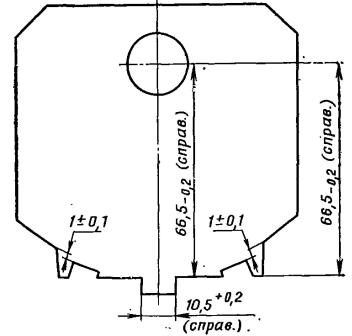
Рис. 31. Калибр для ствола 8У31 ствола Сб 32-1 |
Рис. 32. Шаблоны для проверки выступания переднего конца стопора 8У32 32-23: а - с пазами; б - ступенчатый |
 |
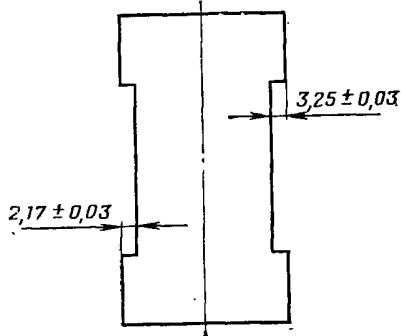 |
Рис. 33. Калибр для ствола 8У32 Сб 32-1 |
Рис. 34. Калибр на высоту 2,17 - 3,25 8У33 1701-28 |
 |
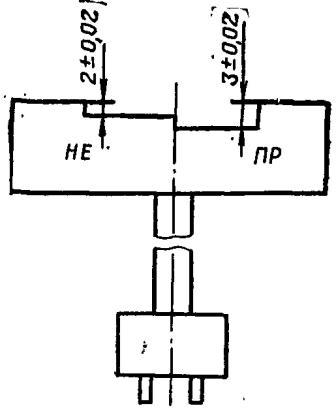 |
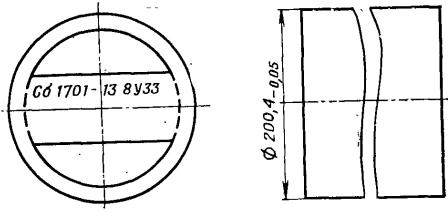
Рис. 35. Калибр для Сб 03 ВУ33 Сб 1701-13 |
Рис. 36. Ключ-шаблон для установки пиросвечей Сб 28-10 52-У-9416 |
 |
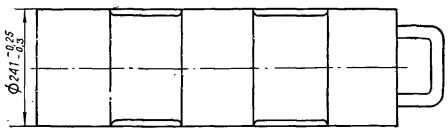 |
Рис. 37. Шаблон для проверки контактов |
Рис. 38. Калибр проходной 8У35 Сб 05-83 |
 |
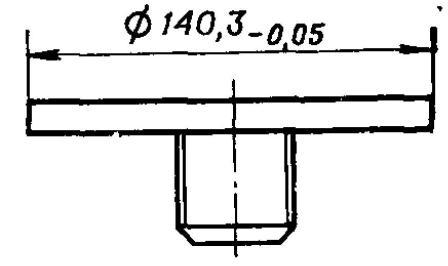 |
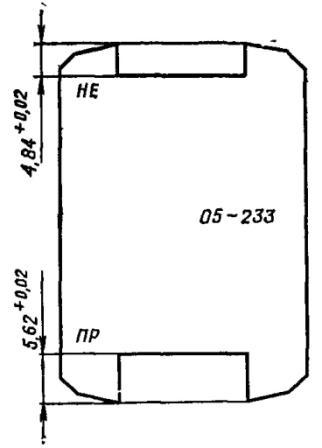
Рис. 39. Шаблон для проверки выступания переднего стопора 8У35 05-233 |
Рис. 40. Калибр для проверки внутреннего диаметра трубы 8У36 Сб 13-6 |
 |
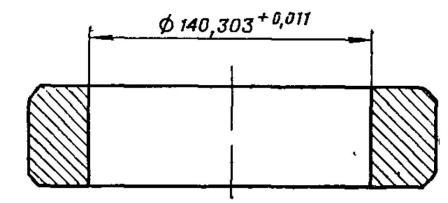 |
Рис. 41. Калибр 8У36 Сб 13-38 |
Рис. 42. Установочное кольцо 8У36 13-94 |
 |
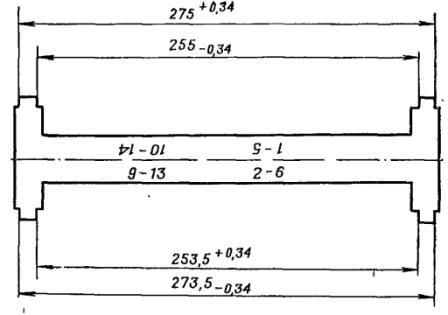 |
Рис. 43. Шаблон для проверки параллельности 52-У-9416 30-33 |
Рис. 44. Шаблон для проверки параллельности 52-У-9416 30-34 |
 |
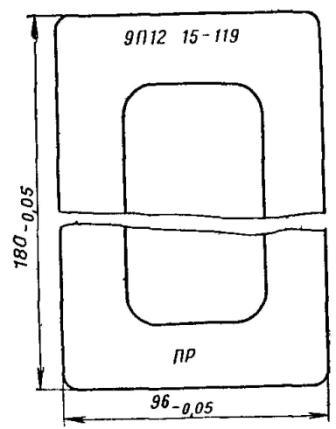 |
Рис. 45. Калибр для проверки направляющей БМ-21 14-90 |
Рис. 46. Калибр проходной 9П12 15-119 |
 |
|
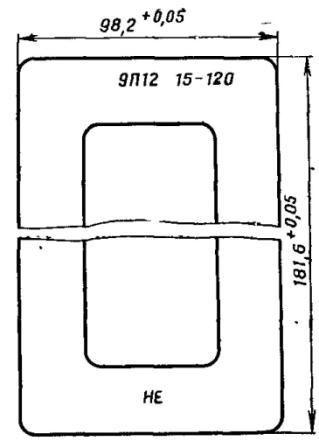
Рис. 47. Калибр непроходной 9П12 15-120 |
О поверке калибра-шашки с закраиной на вертикальном длиномере
1. В подставку для поверки калибра-шашки, изготовляемого по рис. 48. вставить поверяемый калибр-шашку и расположить подставку на столике вертикального длинномера.
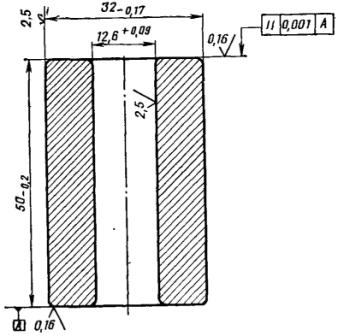
Рис. 48. Подставка для поверки калибра-шашки
Материал: сталь 40Х ГОСТ 4543-71.
Острые рёбра притупить R=0,2 мм.
Закалить HRC-45.
2. Фиксируя наконечник направляющего цилиндра длинномера по верхнему срезу подставки, установить нулевые установки на шкалах длинномера.
3. Поднять вверх наконечник длинномера на 2 - 3 мм, сместить подставку с калибром-шашкой на столике длинномера в сторону так, чтобы наконечник длинномера распологался примерно посредине между центром и краем закраины калибра-шашки.
4. Опустить наконечник длиномера до контакта с верхним торцом калибра шашки и снять отсчёт.
5. Произвести ещё измерения, как указано в пп 2 - 4, в пяти точках, равномерно расположенных на вехнем срезе калибра-шашки.
Определить среднее арифметическое значение измеряемой величины.
Рисунки деталей ручной механической звёздки
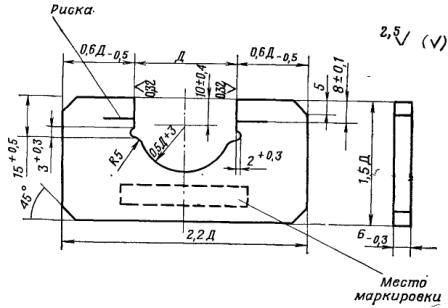
Рис. 49. Установочная скоба
Материал: сталь 30 ГОСТ 1050-74.
Цементировать.
Закалить HRC 45-50.
Маркировать: P3-УС-ДN, где N - номинальный рабочий размер скобы, мм. Номинальный рабочий размер определяется по технической документации или обмером исправной детали.
| Д - рабочий размер, мм | До 76 |
|
|
Свыше 120 |
| Допуск на изготовление, мм | ±0,002 | ±0,0025 | ±0,008 | ±0,0035 |
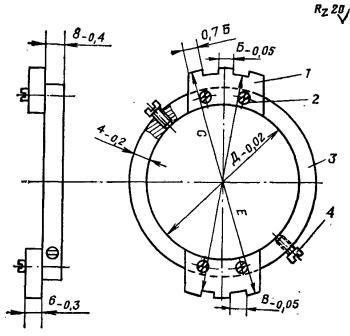
Рис. 50. Направляющее кольцо:
1 - гребёнка; 2, 4 - винты М4; 3 - кольцо
Материал сталь 30 - 50 ГОСТ 1050-74.
Оксидировать.
Острые углы гребёнки притупить R=0,6 мм.
Б - ширина нареза, В - ширина поля, Д - диаметр головки звёздки, С диаметр канала ствола по нарезам, Е - диаметр канала ствола по полям.
При отсутствии чертежей размеры Б, В, Д, С, Е ствола определять обмером ствола и звёздки универсальным инструментом с точностью не менее 0,05 мм.
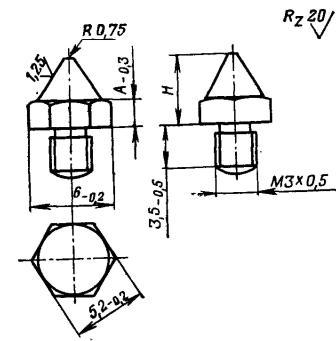
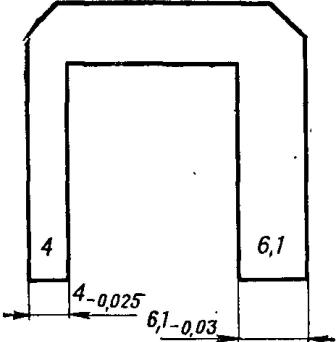
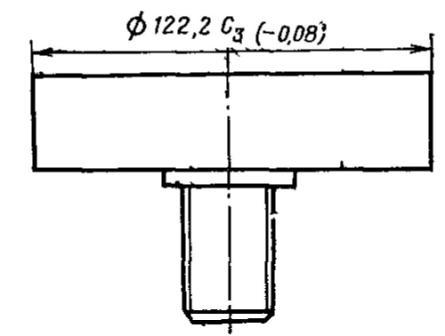
Рис. 51. Штыри для измерения диаметров до 66 мм
Материал: сталь У-10 ГОСТ 1435-74.
Закалить НRC 50-60.
Размер Н штырей для измерения промежуточных номиналов определять по формуле Н=0,5 Д-11,5
Штыри в пару подбирать (подгонять) по размеру Н с точностью не менее 0,01 мм.
| N п/п |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| Дном, мм |
30 |
32 |
35 |
37 |
42 |
44 |
45 |
50 |
57 |
66 |
| Н, мм |
3,5-0,0025 |
4,5-0,0025 |
6-0,03 |
6-0,03 |
8,5-0,03 |
9,5-0,03 |
10-0,03 |
12,5-0,035 |
12,-0,035 |
16-0,035 |
| А, мм |
1,5 |
1,5 |
1,5 |
2 |
2 |
2 |
2 |
3 |
3 |
3 |
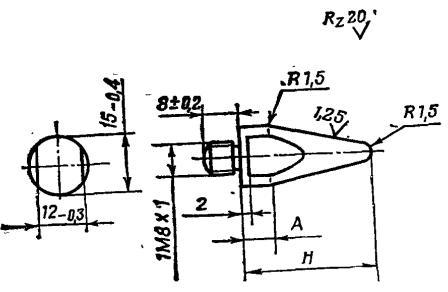
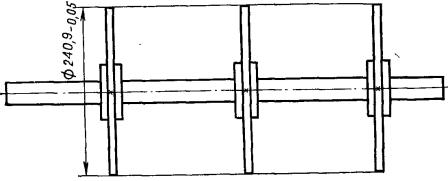
Рис. 52. Штыри для измерения диаметров более 76 мм
Материал: сталь У-10 ГОСТ 1435-74.
Закалить HRC 50-60.
Размер Н штырей для измерения промежуточных номиналов определять по формуле Н = 0,5 Д - 25.
Штыри в пару подбирать (подгонять) по размеру Н с точностью не менее 0,01 мм.
| N п/п | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Дном, мм | 76 | 100 | 102 | 107 | 120 | 122 | 130 | 152 |
| Н, мм | 12-0,04 | 24-0,05 | 27,5-0,05 | 27,5-0,05 | 34-0,05 | 35-0,05 | 39-0,05 | 50-0,05 |
| А, мм | 5 | 8 | 8 | 8 | 8 | 8 | 8 | 8 |
Хранение калибров
В воинских частях и соединениях калибры могут находиться в повседневном использовании или на кратковременном (до 1 года) или длительном (более 1 года) хранении.
Калибры должны находиться в своих штатных футлярах (ящиках, пеналах) и быть укомплектованы одиночным (индивидуальным) ЗИП; в футляре также должен находиться аттестат (свидетельство) с отметкой о проведенной поверке калибра.
Калибры, входящие в состав одиночного и группового комплектов ЗИП, должны размещаться при оружии подразделений согласно укладочным схемам (ведомостям).
В мастерских калибры держать на рабочих местах или в шкафах в штатных футлярах или на деревянных подставках.
Калибры, входящие в комплект группового ЗИП, и калибры, предназначенные для комплектации ремонтной мастерской, а также калибры свободного наличия (не входящие в комплекты ЗИП), хранить в сухих помещениях, желательно при положительных температурах, с относительной влажностью воздуха не более 60%, а для приморских районов не более 75%.
В течение гарантийного срока калибры должны храниться в упаковке предприятия-изготовителя при температуре окружающего воздуха от 1 до 40°С и относительной влажности до 80%.
Совместное хранение калибров с агрессивными веществами и абразивами не допускается.
Большие калибры (приборы ПЗК, ПКИ и др.) хранить на стеллажах, а остальные в шкафах и на полках в своих штатных футлярах.
Калибры, не имеющие футляров, располагать в шкафу по группам одного наименования.
На кратковременное хранение закладываются калибры, предназначенные для выдачи в подразделения, использование которых предусматривается в течение ближайших 12 месяцев, а также калибры обменного фонда.
При закладке калибров на кратковременное хранение необходимо производить контрольный осмотр и текущее обслуживание (раздел Техническое обслуживание калибров); очередные поверки таких калибров производить в сроки, установленные для калибров, находящихся в использовании в подразделениях.
На длительное хранение закладываются калибры, использовав ние которых не предусматривается на ближайший год.
При закладке калибров на длительное хранение необходимо произвести техническое облуживание № 1, а сложных калибров — техническое обслуживание № 2 и законсервировать их.
Консервацию всех калибров с применением ингибитированных бумаг производить по действующим инструкциям на эти работы.
Консервацию калибров, не имеющих уровней и сложных механических устройств (приборы ПКИ и др.), допускается производить горячим способом смесью пушечной смазки ПВК (2/3) и ружейной смазки (1/3), для чего: вычистить калибр и осмотреть его; промыть калибр в бензине и насухо вытереть чистой ветошью; окунанием смазать калибр в смеси смазок, нагретой до 100—110°С, выдержав его в ванне 3—5 мин; завернуть калибр в сухую пергаментную бумагу и после остывания смазок уложить калибр в футляр или на место хранения.
Калибры, имеющие ампулы уровней или сложные механические устройства, консервировать так: вычистить калибр и осмотреть его; протереть наружные поверхности калибра ветошью, смоченной бензином, и, не касаясь руками поверхностей калибра, обильно смазать его смазкой МЗ; обернуть калибр пергаментной (конденсаторной) бумагой и уложить его в футляр.
При отсутствии нормальных условий хранения калибры после смазки должны быть дополнительно обернуты пергаментной бумагой независимо от наличия футляров и способа консервации.
Транспортирование калибров
Калибры допускается перевозить любыми видами транспорту без ограничения скорости.
Калибры транспортировать в их штатных футлярах. Калибры в футлярах, входящие в состав одиночного или группового комплекта ЗИП, перевозить в ящиках для этих ЗИП.
Если калибры не входят в состав комплектов ЗИП, то такие калибры, уложенные в штатные футляры, дополнительно укладывать в отсылочные ящики и закреплять прокладками (стружкой и др.).
При транспортировании калибры предохранять (укрывать) от действия атмосферных осадков, пыли и солнечных лучей.