Дефектация
Главными задачами дефектации* являются определение пригодности деталей и сборочных единиц к дальнейшей эксплуатации, определение способа устранения неисправностей и контроль качества ремонтных работ.
Дефектация проводится в ходе технического обслуживания № 2 оружия или поступлении его на текущий ремонт, если дефекты не могут быть устранены личным составом подразделения.
Способы определения дефектов деталей: осмотр, обмер, сравнение и проверка работы детали в узле или механизме.
Осмотр. Этим способом дефектации выявляют приподнятость металла, вмятины, трещины, срыв резьбы, изгиб, раздутие, разгар, ослабление посадки штифтов, заклепок и т. п.
осмотром поверхности детали и неразъемных сборочных единиц тщательно очищают от загрязнений, нагара и смазки. Осмотр, как правило, проводят невооруженным глазом, при необходимости используют оптическую линзу и другой инструмент.
Невооруженным глазом можно обнаружить трещину длиной не менее 5 мм. Осмотр с помощью оптической лупы позволяет определить трещину шириной 0,1 мм. На практике применяют лупы 2—7-кратного увеличения (лупа типа ЛП-1) или 2—20-кратного увеличения (лупа типа БЛ-1).
Участок поверхности, на котором предполагается наличие трещин, зачищают и отполировывают шлифовальной шкуркой. При осмотре этой поверхности необходимо правильно выбрать степень освещенности. Наилучшая освещенность — 200 лк — создается лампой типа МОИ мощностью 50 Вт, расположенной на расстоянии 40— 50 см от контролируемой поверхности.
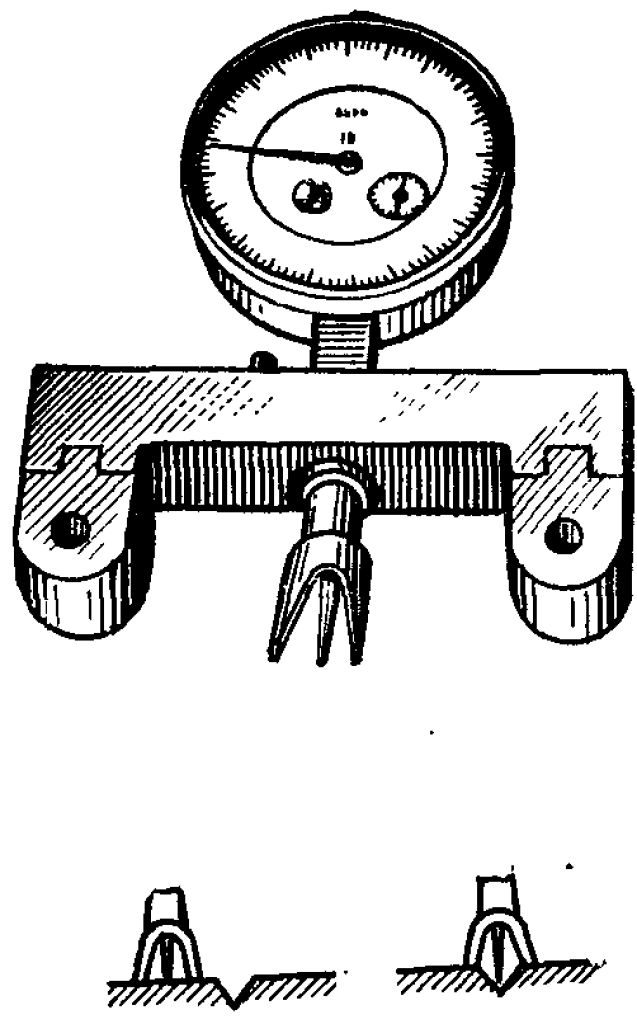
Рис. 60. Прибор для определения глубины коррозии и принцип его действия
При внешнем осмотре обращают внимание на наличие коррозии, внешними признаками которой являются:
— на стальных деталях — оранжево-бурый налет, при сильном поражении точки и раковины, которые в дальнейшем превращаются в сплошную массу наростов бурого или коричневого цвета;
— на деталях из алюминиевых сплавов в начальной стадии белый порошкообразный налет;
— на деталях из медных сплавов — налет зеленого цвета;
— на лакированных или окрашенных деталях коррозия начинается со вздутия пленки с последующим ее шелушением;
— на стальных оксидированных деталях коррозия появляется в виде отдельных точек и пятен, по цвету мало отличающихся от основного цвета детали;
— на кадмированных или оцинкованных деталях коррозия появляется в виде пятен белого, серого или черного цвета.
Для определения глубины коррозии, забоин и других дефектов применяется прибор, представляющий собой индикатор часового типа с укрепленной на измерительном стержне острой иглой (рис. 60).
При измерении глубины дефекта иглу сначала устанавливают на неповрежденном месте рядом с дефектом, а затем на поврежденном месте. Разность показаний индикатора показывает глубину дефекта.
Обмер. Дефектация обмером предполагает измерение размеров деталей штангенциркулем линейкой или контроль с помощью калибров.
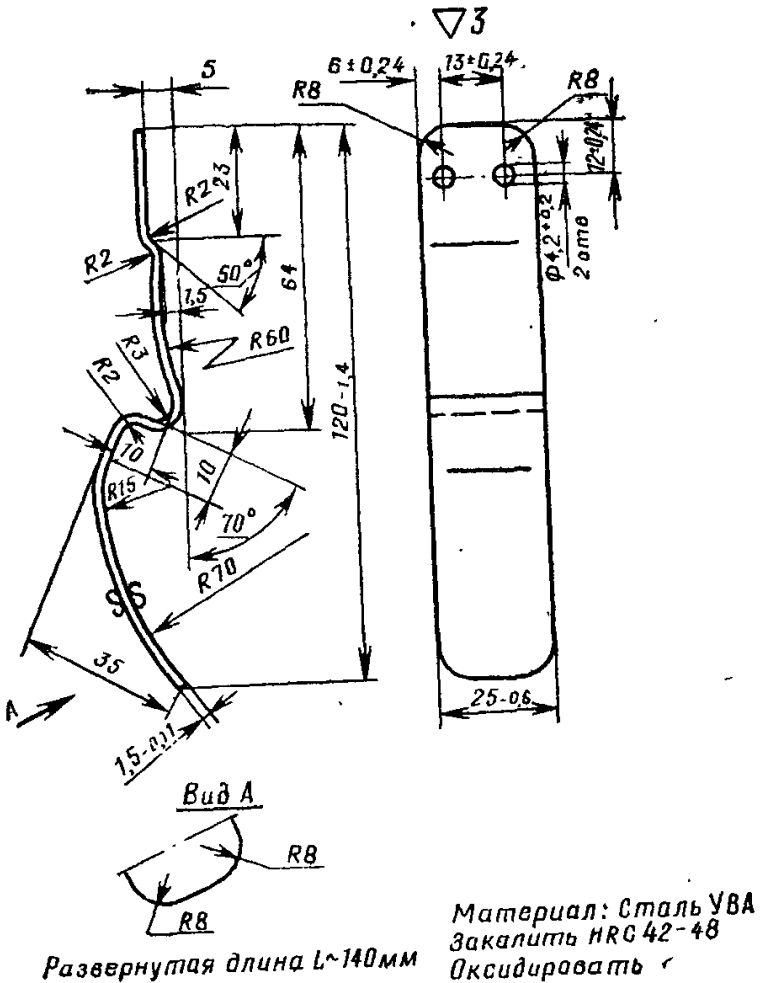
Рис.61. Пластинчатая пружина
Результаты обмера сравнивают с требованиями руководства по ремонту образца оружия.
Так износ канала ствола, расстояние от зацепа выбрасывателя до дна чашечки затвора, выход бойка ударника определяет калибрами. Осадку пружины определяют линейкой, для чего измеряют длину пружины в свободном состоянии.
При сравнении деталей оценивается проверяемая деталь с новой (исправной), при этом можно обнаружить осадку пружин, изгиб детали, степень шероховатости поверхности.
Проверка работы детали в механизме применяется тогда когда невозможно выявить дефект детали другими способами. Тай состояние пружины, сложной в изготовлении (рис. 61), оценивают по работе в механизме, следя за тем, как механизм работает при исправной, а затем при дефектируемой пружине.
* В настоящее время термин «дефектация» заменяется термином «техническое диагностирование», под которым понимают процесс определения технического состояния образца оружия с определенной точностью. Результатом диагностирования является заключение о техническом состоянии объекта с указанием при необходимости места, вида и причины дефекта.