Недоход подвижных частей в крайнее заднее положение
Безотказность действия автоматики оружия зависит от скорости подвижных частей (затворной рамы, затвора). Одной из причин уменьшения скорости является увеличение диаметрального зазора между поршнем затворной рамы и внутренним диаметром патрубка газовой камеры (рис. 115).
Увеличение указанного зазора происходит в результате разгара поршня и стенок камеры под действием горячих пороховых газов, а также в результате неправильного обслуживания (несвоевременной чистки или чистки деталей абразивными материалами).
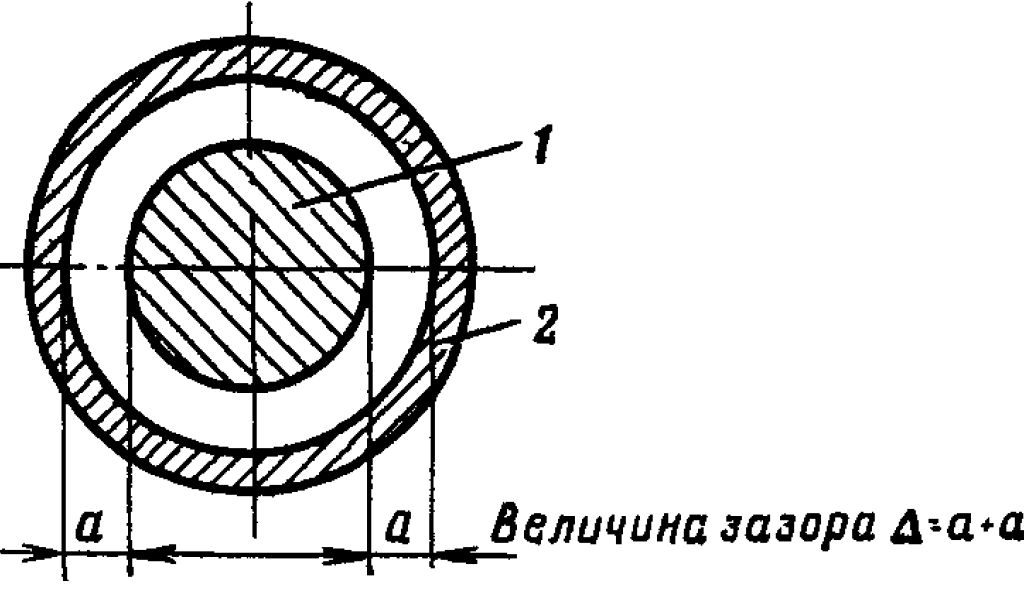
Рис. 115. Диаметральный зазор между поршнем затворной рамы и внутренним диаметром газовой камеры:
1 – поршень; 2 – газовая камера
По мере увеличения диаметрального зазора уменьшается количество пороховых газов, действующих па поршень, что влечет за собой уменьшение скорости затворной рамы и затвора при отходе в крайнее заднее положение. Это положение подтверждается графиком, составленным для пулемета РП-46 (рис. 116).
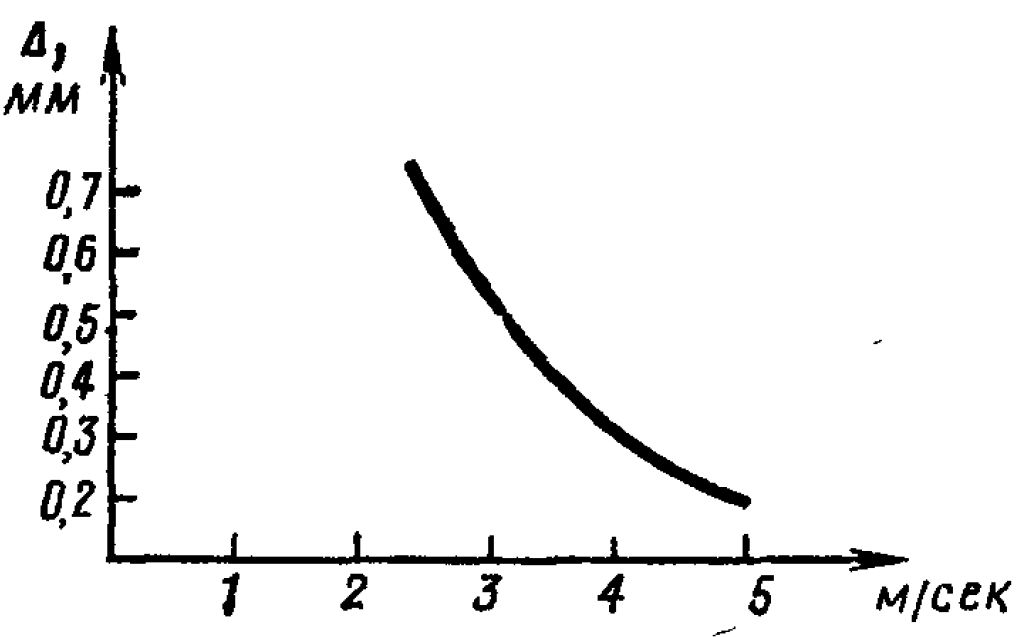
Рис. 116. График зависимости скорости затворной рамы пулемета РП 46 от величины диаметрального зазора (Δ)
Для образцов стрелкового оружия увеличение диаметрального зазора характеризуется следующими допустимыми величинами винтовка СВД, автомат АКМ, пулемет ПК и карабин СКС – не более 0,2 мм; пулемет РПК – не более 0,25 мм; пулемет СГМТ – не более 0,3 мм.
Повышение укачанных величин диаметрального зазора на 0,02 – 0,03 мм может привести к неэнергичному отходу затворной рамы назад из-за недостаточной скорости затворной рамы.
В результате снижается надежность автоматики оружия в сложных условиях (отсутствие смазки или наличие пыли, нагара на деталях). При дальнейшем увеличении диаметрального зазора появляется неисправность – неполный отход затворной рамы в крайнее заднее положение. Эта неисправность может проявляться следующим образом.
Подвижные части при движении назад остановились в промежуточном положении. Движение подвижных частей не прекращается, но наблюдается неподача очередного патрона или осечка.
Следует учесть, что причиной неполного отхода затворной рамы может быть не только увеличение диаметрального зазора. Поэтому вначале проверяется, нет ли таких дефектов, как:
- неправильная установка газового регулятора пулеметов типа СГМ и ПК, винтовки СВД; газовый регулятор должен быть установлен на большее деление;
- отложение нагара на внутренней поверхности отверстий газового регулятора и газовой камеры;
- приподнятость металла у краев забоин в пазу ствольной коробки, на направляющих выступах затворной рамы и других деталях;
– самопроизвольное перемещение регулятора газа;
– сколы хрома в патроннике ствола, влияющие на экстракцию стреляной гильзы;
– изгиб крышки ствольной коробки.
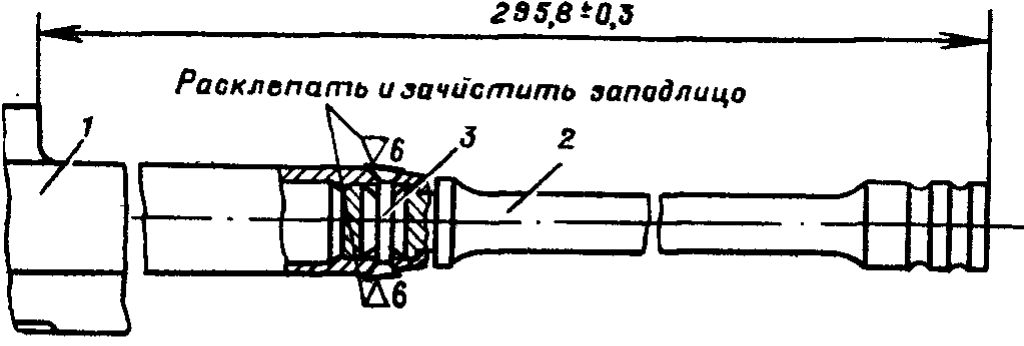
Рис. 117. Соединение штока с затворной рамой:
1 – затворная рама; 2 – шток; 3 – штифт штока
При отсутствии перечисленных дефектов проверяется диаметральный зазор между патрубком (цилиндром) газовой камеры и поршнем штока затворной рамы. Штангенциркулем с точностью измерения 0,05 мм определяется диаметральный зазор по разности диаметров поршня штока и внутренней част газовой камеры, которые определяются как среднеарифметическое из трех-четырех замеров в разных точках сопряжения диаметров поршня и внутренней части газовой камеры. При увеличении зазора заменяют шток затворной рамы или сменный ствол пулемета.
Рассмотрим замену штока 7,62-мм затворной рамы автомата Калашникова.
Если зазор более 0,2 мм, то подобрать новый шток так, чтобы качка завинченного в затворную раму штока была не более 3 мм, просверлить отверстие в штоке по отверстию в затворной раме сверлом диаметром 3 мм, отделить шток и развернуть отверстие в штоке на диаметр 3,5+0,3 мм, соединить шток с затворной рамой и поставить штифт, концы штифта расклепать и зачистить заподлицо (рис. 117)
При постановке тока, имеющего отверстие под штифт, подобрать его так, чтобы при совмещении отверстий под штифт в затворной раме и штоке качка штока была не более 4 мм.
Собранная затворная рама устанавливается на оружие и проверяется, нет ли затирания поршня о стенки направляющей трубки и утыкания поршня в патрубок газовой камеры.
При замене штока поршня автомата АКМ, ручного пулемета РПК должно быть выдержано расстояние 295,8 + 0,3 мм от переднего торца поршня штока до переднего среза прилива затворной рамы, уменьшение этого размера до 294,6 мм приводит к увеличению начального объема газовой камеры, в результате чего снижается надежность работы автоматики.
Устранение этого же дефекта на пулемете ДШКМ производится в следующем порядке. Проверяется круговой зазор между внутренним диаметром газового регулятора и диаметром поршня. При зазоре более 0,3 мм заменяется поршень или регулятор.
Если уменьшения зазора не происходит, то необходимо развернуть продольный канал газового регулятора до вывода разгара и овальности, но не более чем на диаметр 21+0,4 мм. затем изготавливают наделку (рис. 118), обрабатывают поршень для постановки наделки, приваривают наделку к поршню электродом Э42-2,0 и обрабатывают с подгонкой по диаметру отверстия газового регулятора.
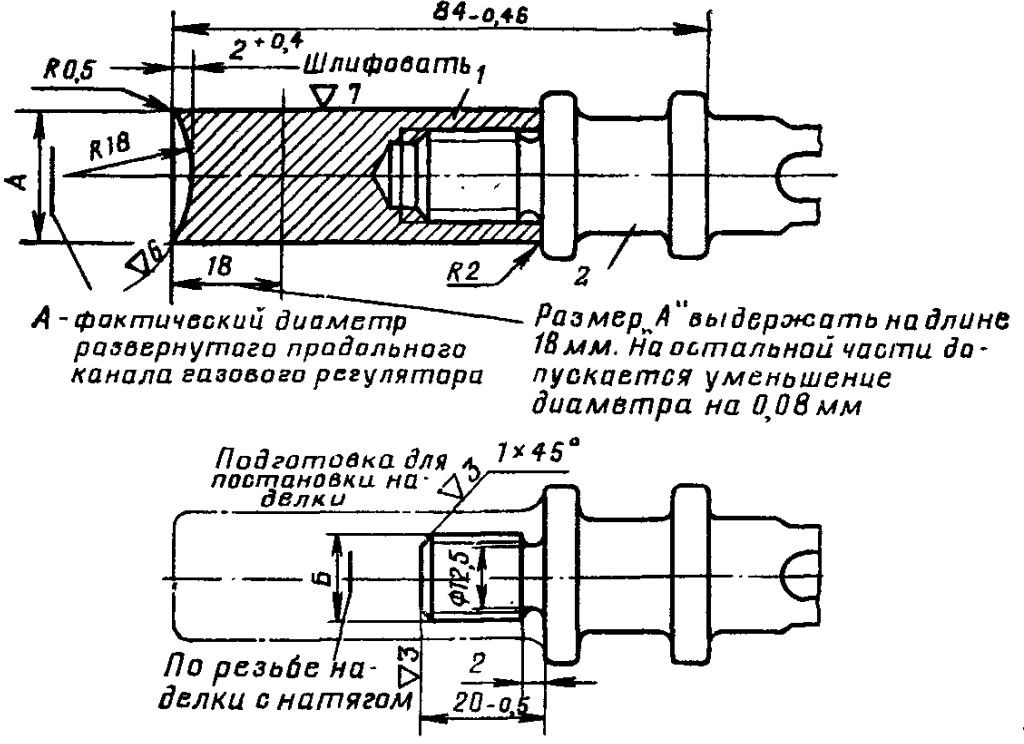
Рис. 118. Постановка наделки на поршень:
1 – наделка; 2 – поршень