Неисправности в деталях шашки
1. Ржавчина на поверхности клкнка.
а) На поверхности клинка обнаруживаются мелкие, а иногда значительные темнокоричневого цвета бугорки, при движении пальцами руки чувствуется шероховатость.
б) Ржавчина на поверхности клинка появляется от небрежного хранения и сбережения.
в) На поверхности клинка могут быть допущены следы от ржавчины, но yе более как на площади 10-12 кв. см. Присутствие ржавчины не допускается.
г) Поржавлеyный клинок погружают в ванну с очищенным керосином на 6—12 час., после чего если ржавчина размягчилась, производят отчистку ее с щетками кардовой ткани или кранцовками; отчищенный клинок протирают насухо и смазывают, а по прошествии 2—3 дней, протирая от смазки, поверяют, нет ли в местах оставшихся следов от ржавчины, ржавого налета, если таковой имеется, то отчистки кранцевками повторяются. Оставшийся недостаток, т. е. разновидность следов от ржавчины заносят в карточку осмотра.
2. Зазубрины на лезвии клинка.
а) Зазубрины на лезвии клинка определяются на-глаз.
б) Недостаток происходит oт нанесения ударов, при производстве рубки по твердым предметам (камки, металлические изделия и пр.).
в) Незначительные зазубрины на клинках допускаются, если они ие уменьшают клинок в ширину более чем на 5 мм (рис. клинка 5).
г) Выступающий металл от зазубрин осаживают ударами стального молотка, а лезвие клинка заправляют личными напильниками прямоугольного сечения размером 200—250 мм до выведения зазубрин и после этого заправляют оселком.
3. Притупление заточки клинка.
а) Недостаток обнаруживается на-глаз.
б) Появление притупления клинка происходит от продолжительного срока службы.
в) Лезвие правильно заточенного клинка должно быть остро по всей длине заточки. Указания по размерам заточки даны в разделе Осмотр шашек.
г) Заточка производится в приборах дя заточки клинков, изготовляемых войсковыми, мастерскими (рис. 5), с применением лекал с углами для средины клинка 37—43° и боевого конца 27— 33°. Клинок, предназначенный для заточки, зажнмаюг в прибор и по длине 25-50 мм, на средине клннка с обеих сторон личными напильниками запиливают фаски одинаковой ширины, до получения острого лезвия, измеряя заточку лекалом 37—43°, причем при наложении угла в 37° просвет в заточке должен быть в вершине угла, а при наложении угла в 43°— по фаскам заточкн; на расстоянии 100 мм от боевого конца по длине 25—50 мм также запаливают фаски под угол 27—33° и с теми же условиями, что и для средины клинка, после этого от средины по направлению к боевому концу запиловкой напильниками сводят фаски до окончания боевого конца клинка, наблюдая, чтобы фаски были с обеих сторон одинаковой ширины и чтобы кривая заточкн как по линии лезвия, так и по линии фасок не имела выхватов, а лезвие клннка было остро; затем от средины клннка по направлению к эфесу, запиливают фаски, постепенно уменьшая их ширину и увеличивая угол, и на расстоянии 100мм от эфеса окончательно прекращают запиловку. После запиловки фасок бархатным напильником вдоль фасок производят зачистку их (с минеральным маслом) и зачищенные фаски заправляют оселком (арканзаским, турецким) стараясь сбить получившуюся заусеницу от напильника, до получения острой заточки. Заточка со стороны обуха производится под лекало 27—33° на длине 100 мм с предъявлением тех же приемов и правил. Хорошо заточенный клинок подвешенный листок писчей бумаги должен разрезать, не заминая его.

Рис. 5. Прибор для заточки клинков.
4. Погнутость клинка.
а) Определяется при поверке кривизны глазом.
б) Недостаток происходит от неумелого обращения при испытаниях на упругость и при падениях на учении.
в) Клинок должен быть правильным, незначительные изгибы, не влияющие на движение клинка, в ножне и не поддающиеся правке, могут быть оставлены.
г) Исправление изгибов в клинках производится ударами медного молотка весом 1—1½ кг на дубовой тумбе или свинцовых плитах и поверяется на-глаз. Отожженные клинки перекалке не подлежат — бракуются.
5. Уменьшение размеров толщины клинка.
а) Недостаток обнаруживается при обмере клинков и сравнении их толщины с новыми клинками.
б) Недостаток происходит от продолжительной службы или от производетва зачистки следов от ржавчины.
в) Уменьшение клинков по толщине допускается не более 1,25 мм.
г) Клинки, потерявшие допускные размеры, бракуются (рис. 6).
Рис. 6. Клинок с его нормальными размерами в мм.
6. Укорачивание клинка по длине.
а) Недостаток обнаруживается при обмере длины клинка и сравнении его с новым.
б) Укорачивание происходит вследствие зачистки получившихся зазубрин и глубоких раковин на боевом конце клинка.
в) Укорачивание клинков см. раздел Осмотр шашек.
г) Клинки укороченные более допускных размеров бракуются.
7. Трещины у хвоста клинка.
а) При осмотре обнаруживаются трещины в виде волосатин, наличие запайки и грубых надломов.
б) Недостаток происходит от срока службы и термической обработки клинков.
в) Хвостовая часть клинка не закаливается, трещины и надломы не допускаются.
г) Клинки с трещинами бракуются.
8. Помятости резьбы на хвосте клинка.
а) Помятости резьбы обнаруживаются на-глаз и тугим завертыванием прижимной гайки.
б) Недостаток происходит от неаккуратного обращения при производстве ремонта (зажим резьбовой части в тисках без нагубников).
в) Нарезка резьбы на хвосте не должна иметь помятостей и сорванностн ниток; сорванность резьбы допускается не более 0,5 оборота, но не в начальных двух нитках.
г) Помятую резьбу возобновляют путем нарезки хвоста, раздвижной винтовальной доской и поверяют навинчиванием прижимной гайки по всей длине нарезки (рис. 7).
Рис. 7. Нарезка хвоста
9. Сорванность резьбы в прижимной или контргайки эфеса.
а) При завинчивании гайки таковая не удерживается на резьбе хвосга клинка.
б) Недостаток происходит от неправильного производства завертывания гаек при постановке на собранный эфес и от значительного срока службы.
в) Резьба в гайках должна быть полной, чистой, сорванность резьбы допускается не более 0,5 оборота, но не в начальных двух оборотах. Завинченная до отказа контргайка не должна выступать за поверхность наконечника эфеса, прорези гайки должны быть правильны, т. е. делить окружность на две равные части.
г) Гайки с сорванной резьбой бракуются. Изготовление гаек может производиться средствами войсковых мастерских (рис. 8 и 8а). Инструкционная карточка.
 |
 |
Рис. 8 и 8а. Контргайка
10. Побитости в гнезде верхнего наконечника эфеса для контргайки эфеса.
а) При производстве разборки эфеса затрудняется отвертывание контргайки.
б) Недостаток происходит от небрежного отношения.
в) Побитости на верхней части эфеса (и особенно у гнезда для контргайки) не допускаются.
г) Если перед отделением эфеса от клинка наблюдаются побитости на верхней части наконечника о месте более плотного прилегания контргайки, то их необходимо зачистить личными напнльникамн полукруглого сечения 150 мм длнны, а затем произвести разборку эфеса, свертывая контргайку при помощи специальной отвертки, укрепленной в коловороте; если же побитости наблюдаются у несобранного наконечника и наплыв металла имеется внутри гнезда для контргайки, то следует предварительно произвести расшерошку гнезда по контргайке специальной буравкой, после чего произвести зачистку наконечника (рис. отвертки 9).
Рис. 9. Отвёртка для контргайки стебля клинка
11. Качка верхнего или нижнего наконечников эфеса на рукоятке.
а) При выкручивании рукоятки в собранном эфесе чувствуется смещение ее в стороны, а равно и ощущается качка наконечника.
б) Недостаток происходит от усушки дерева рукоятки или неправильного подбора рукоятки или наконечников.
в) Наконечники, насаженные на рукоятку, должны сидеть прочно и при затягивании контргайки плотно прилегать как по внутренней стороне, так и по контуру наконечников. Допускается зазор между контуром накоиечннков и рукоятки не более 1 мм.
г) На дерево рукоятки наклеивается тонкая кожа и постепенным спиливанисм ее после просушки, подгоняется по наконечникам с соблюдением условий, изложенных в пункте, в.
12. Изношенность контура верхнего или нижнего наконечника.
а) При осмотре обнаруживается неправильное очертание наконечника.
б) Недостаток происходит из-за продолжительного срока службы.
в) Контур наконечников должен быть правильным, не иметь острых углов, но и не быть совершенно закругленным.
г) Наконечники изношенные, имеющие сквозные потертости, бракуются; небольшие потертости возобновляются опиловкой их личными напильниками до придания правильных очертаний.
13. Трещины на рукоятке.
а) Обнаруживаются в разобранных рукоятках со стороны торца или сквозной трещиной на поверхности рукоятки.
б) Недостаток происходит от неправильной подгонки рукоятки по хвосту клинка (тугая насадка рукоятки) или от недоброкачественности материала.
в) Рукоятки изготовляются из твердых пород дерева (береза, орех и пр.) и закрашиваются в черный цвет; трещины сквозные на рухоятке не допускаются, небольшие выкрошеиности нарезки допускаются.
г) Рукоятки, имеющие сквозные трещины, бракуются. Трешины, не имеющие сквозного характера, заполняются мелкими опилками, перемешанными с столярным клеем, хорошо просушиваются и заправляются напильниками, после чего осветленные места закрашиваются в черный цвет (см. приложение).
14. Изношенность кожаной прокладки под эфес.
а) Обнаруживается при осмотре качкой эфеса на клинке или большой обмятостью прокладки от устья верхнего наконечника ножны.
б) Недостаток происходит от продолжительного срока службы.
в) Нормальная тлшина кожаной прокладки 3,5—4 мм, на прокладке не должно быть вмяюстен от верхнего наконечника ножны более 2 мм, поставленная прокладка должна выступать за пределы верхнего наконечника ножны не менее 1,5 мм.
г) Кожаные прокладки, потерявшие допускные размеры, бракуются. Изготовление прокладок ведется средствами войсковых мастерских (см. приложение).
15. Изношенность обтяжки ножны.
а) На поверхности ножны наблюдается изношенность обтяжки с обнаружением дереваю.
б) Недостаток происходит от продолжительного срока службы.
в) Изношенность обтяжки допускается, если дерево ножны не обнаруживается. Обтяжка ножны должна быть прочно приклеена к дерену, не иметь вздутостей; поверхность ее должна быть гладкой и хорошо залакированной, но без блеска поверхности.
г) Ножны с протёртой обтяжкой до обнаружения дерева следует вновь обтянуть. Порядок обтяжки ножны (см. приложение).
16. Трещины в дереве ножны.
а) Обнаруживается при выкручивании ножны или при нажатии пальцем руки на боковые поверхности.
б) Появление трещин в дереве ножиы происходит или от недоброкачественного материала или от ударов, наносимых при хранении и сбережении.
в) Ножиы изготавливаются из березового или липового дерева. Дерево должно быть сухое, без сучков, гнили, трещин и других пороков, ослабляющих его прочность. Ножны с трещинами в дереве к службе не допускаются и бракуются.
г) Изготовление ножен может производиться средствами войсковых мастерских (см. приложение).
17. Изношенность верхнего наконечника ножны.
а) При осмотре обнаруживаются трещины в раструбе наконечников или по шву запайки.
б) Недостаток происходит от продолжительного срока службы.
в) Наконечники изготавливаются из латуни толщиной в 1 мм. Изготовленные наконечники не должны иметь непропаяниых мест, помятостей, глубоких царапин, уменьшающих их прочность, и быть хорошо шлифованы. Побитое, не поддающиеся выводке без нарушения прочности и незначительные царапины от инструмента допускаютс.
г) Если наконечники имеют небольшие трещины со стороны раструба или но шву то производится их запайка медным припоем средней крепости; если же трещины (особенно в раструбе) настолько велики, что запайка их затруднительна, то наконечники бракуются. Подготовку припоя для пайки (см. приложение).
18. Износ перемычки потайковой гайки (кольца) верхнего наконечника.
а) При осмотре обнаруживается износ перемычки с большой потертостью.
б) Недостаток происходит ог продолжительного срока службы.
в) Потайковые гайки изготавливаются из литья желтой меди, очертания гайки должны быть правильны, не иметь острых углов и поставленные на верхний наконечник ножны должны трением прочно удерживаться на них. Следы от инструмента, не влияющие па прочность, допускаются.
г) Изношенная перемычка удаляется в вместо нее вставляется медная пластинка толщиной 4 мм. По удалении старой перемычки в приливах гайки ножовкой по месту нахождения перемычки прорезают дорожки на глубину 1,5 мм и затем плотно пригоняют медную пластинку, после чего производят запайку медным припоем средней твердости. По окончании запайки, придают правильные очертания перемычке, доводят до нормальной толщины (3,5) и поверхность зашлифовывают толченой просеянной пемзой, перемешанной с минеральным маслом посредством деревянных палочек из липы или наждачной бумагой № 00. (рис. гайки 10).
Рис. 10. Потайковая гайка. 32 нитки на 1"
19. Сорваииость резьбы в потайковой гайке верхнего наконечника для прижимных винтов.
а) Обнаруживается выскакивание винтов и невозможность укрепления верхнего наконечника на ножне.
б) Недостаток происходит от срыва резьбы в потайковой гайке вследствие неправильного завертывании винтом.
в) Резъба в гайке должна строго совпадать с дырами в наконечнике, не иметь сорванностсй, быть чисток н полной, качка винтов на резьбе не допускается.
г) В дыры с сорванной резьбой ставят медные стержни и запаивают медным припоем средней твердости, после чего производят сверление 3-мм сверлом и дыры нарезают метчиком. При отсутствии запасных винтов изготовление их ведется средствами войсковых мастерских, (рис. винта 11).
Рис. 11. Винт потайковой гайки
20. Обрыв стяжных винтов гаек (колец) ножныю.
а) При осмотре нарезная часть винта обнаруживается в завинтованной дыре гайки.
б) Недостаток происходит от чрезмерного стягивания гаек стяжными винтами на ножне.
в) Гайки должны стягиваться винтами на ножне прочно, незначительные зазоры 0,25 мм между головкой винтов и гнездом для головки допускаются. Головки и нарезная часть винтов должны быть запилены заподлицо с гайкой; прорези винтов не должны быть косыми.
г) Нарезанный стержень, оставшийся в гайке, извлекают путем вывертывания или высверливания его; если стержень высверливается, то на место его прочно вставляют новый медный стержень и производят запайку медным припоем средней твердости, после чего дыру вновь просверливают и нарезают метчиком. Произведя зачистку и шлифовку гайки, ставят новый стяжной винт. Изготовление винтов может производиться средствами войсковых мастерских (рис. стяжного винта 12).
Рис. 12. Винт для гаек (стяжных колец). Нарезка 32 витка на 1"
21. Износ дыры ушка средней гайки.
а) При осмотре обнаруживается протертость ушка для кольца длинного пассового ремня.
б) Недостаток происходит от продолжительного срока службы.
в) Ушко должно быть правильным по очертанию и не иметь значительного износа дыры для кольцаю.
г) Ушко спиливается до окончания отверстия для кольца, затем пригоняют кусочек желтой меди соответственно размерам ушка и, прочно увязав вязальной проволокой, запаивают припоем средней твердости, после чего опиливают, придавая ушку правильный контур, зашлифовывают и высверлнвают вновь дыру для кольца; пригоняют кольцо, концы которого там же спаиваются медным припоем (рис. гайки 13).
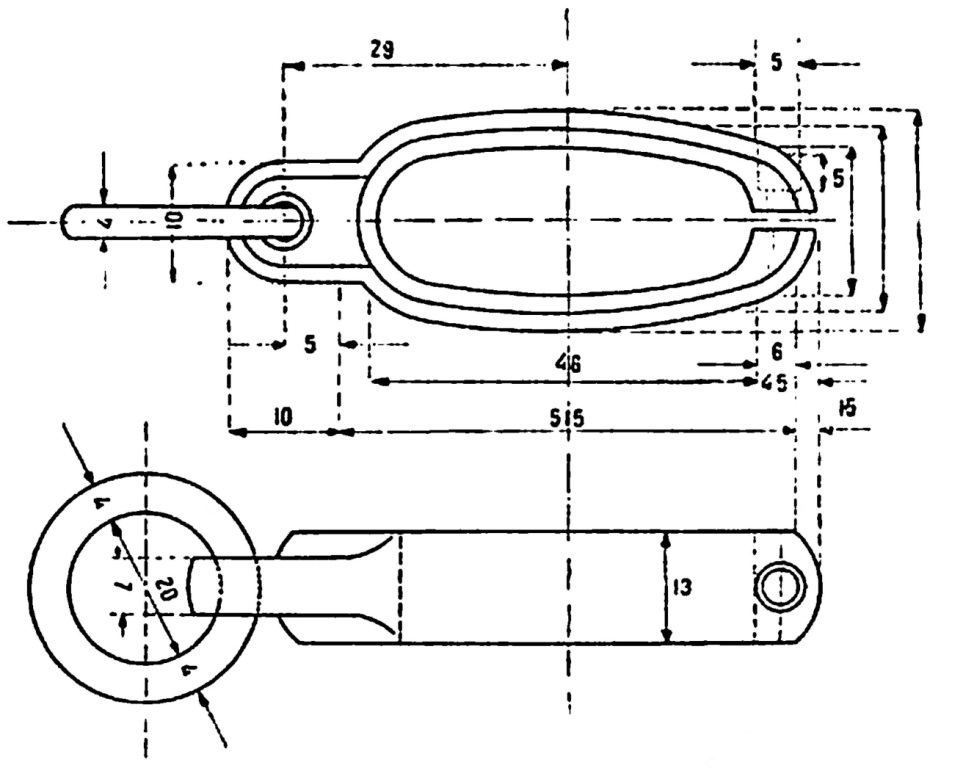
Рис. 13. Средняя гайка ножны (гайка №2).
22. Изношенность гнезда нижней гайки (кольца) для боевого конца штыка.
а) При осмотре обнаруживается провал стенки гнезда иди трещина в месте соединения с гайкой.
б) Недостаток происходит от продолжительного срока службы или неправильной фабрикации.
в) Гнездо, припаянное к гайке, должно быть прочно соединено с гайкой, не иметь помятостей и значительных износов, уменьшающих его прочность.
г) Из листовой латуни толщиной в 1 мм изготавливают гнездо по форме и размерам, соответствующим новому гнезду; старое гнездо спиливают и пригоняют новое, хорошо его прикрепив вязальной проволокой к гайке, запаивают места соединения припоем средней крепости, после чего производят опиловку и шлифовку.
23. Износ дна нижнаго наконечника.
а) При осмотре обнаруживается помятость и трещины в дне нижнего наконечинка.
б) Недостаток происходит от небрежного обращения, а главным образом от продолжительного срока службыю.
в) Наконечники изготавливаются из желтой латуни толщиной в 1 мм, мелкие царапины, не нарушающие его прочность, допускаются. Трещины по шву пайки, помятости дна и сквозные протертости не допускаются. Наконечник должен прочно сидеть на ножне, не иметь качки н закрепляться скобой. Укорачивание наконечника по длине допускается до 10 мм.
г) Наконечники не пропаянные и с протёртым дном исправляются путем впайки нового дна (см. приложение).
24. Помятости на стенках нижнего наконечника.
а)При осмотре на поверхности наконечника видны вмятости, следы от побитостей и пр.
б) См. §23, лист. б. в) См.§23, лит. в.
г) Для исправления помятостей наконечник отделяют от ножиы, производят отжиг, нагревая до темновишнёвого цвета и в нагретом состоянии погружают в воду; затем поместив наконечник на оправку, изготовленную по внутреннему контуру наконечника, легкими ударами деревянного молотка производя исправление помятостей. После исправления делают зачистку личным напильником и шлифуют наждачной бумагой или истолченной пемзой, перемешанной с минеральным маслом (см. приложение).
25. Поломка скобы, укрепляющей нижний наконечник.
а) При осмотре наблюдается отсутствие скобы и в дырах для скобы наконечника видны остатки ножек скобы.
б) Недостаток происходит от небрежного обращения.
в) Скоба изготавливается из латуни (желтой) и, поставленная на ножну, должна прочно удерживать наконечник, плотно прилегая к его поверхности. Ножки скобы должны быть загнуты внутрь ножны.
г) Изготовление скобы ведется средствами войсковых мастерских (см. приложение).
Неисправности в собранной шашке
26. Качка эфеса на клинке.
а) Недостаток обнаруживается при осмотре смещением эфеса от усилия рук в одну из сторон и дребезжанием клbнка при ударе пяткой о твердый предмет.
б) Недостаток происходит от износа кожаной прокладки или ослабления прижимной ганки.
в)Скрепление эфеса с клинком должно быть прочно. Части эфеса должны плотно прилегать одна к другой без значительных зазоров. Эфес не должен иметь качки и клинок должен находиться в одной плоскости с эфесом. Незначительное отклонение 2—3 мм на сторону допускается.
г) Для укреплення эфеса необходимо отделить верхний наконечник и если не проношена кожаная прокладка, довернуть прижимную гайку с расчетом прочного скрепления эфеса с клинком, в случае изношенности кожаной прокладки заменить ее.
27. Затруднительное движение клинка в ножне.
а) Клинок с трудом вынимается и вставляется в ножну.
б) Недостаток происходит от разбухания дерева ножны, чрезмерного стягивания винтов гаек и от кривизны клинка.
в) Собранный клниок должен входить в кожну так, как это указано в п. 1 раздела Осмотр шашек.
г) Если ножна разбухла, ее следует просушить в течение двух-трех дней и если недостаток не устраняется, следует легкими ударами деревянного молотка произвести осадку гаек (колец), в крайних случаях произвести расчистку гнезда ножны сцециальным рашпилем (рис. 14).

Рис. 14. Рашпиль-растирка.
28. Качка гаек (колец) на ножне.
а) При незначительном усилии рук гайки смешаются с места.
б) Качка происходит вследствие слабого закрепления гаек стяжными винтами.
в) Гайки должны прочно укрепляться на ножне и от легких ударов молотка не смещаться. Прорези винтов должны быть обращены в одну сторону; голонки винтов должны находиться с левой стороны, если ножну повернуть вогнутой стороной к себе.
г) Если прочная установка гаек возможна регулировкой стяжных винтов, то следует подвернуть стяжные винты на одни оборот, а выступающий нарезной конец винта запилить заподлицо с гайкой, в крайнем случае необходимо, сняв гайку с ножны, подложить кожаную прокладку; прокладку следует приклеить к ножне столярным клеем и по просушке путем спиливания подогнать по гайке с расчетом прочной посадки гайки.
29. Неправильное расположение гаек (колец) на ножне.
а) При осмотре обнаруживается невозможность постановки штыка в гнезда колец, а также затруднительная или слабая постановка штыка в гнезда.
б) Недостаток происходит от неправильного расположения гаек на ножне и oт смешении их в силу слабой посадки на ножныю.
в) Штык, поставленный в гнезда гаек, должен прочно сидеть и гранями плотно прилегать по контуру гнезд и при опрокидывании ножны устьем вниз и значительном встряхивании не должен выскакивать.
г) Если не обнаружится значительный износ внутренних поверхностей гнезд гаек, то следует расположить кольца в следующем порядке: верхняя гайка, считая от обреза верхнего наконечника ножны до верхней плоскости гайки (кольца) располагается на 91,5 мм, средняя гайка — 162,5 мм и нижняя гайка располагается по длине штыка с таким расчетом, чтобы его боевой конец, не выходил за пределы гнезда нижней гайки, после чего гайки закрепляются стяжными винтами; в случае износа внутреннего контура гнезд гаек, гайки заменить.