Выявление неисправностей и ремонт штыка карабина Симонова
Качка трубки ствола
27 (черт. 1)
Трубка ствола должна быть прочно посажена на ствол. Качка трубки ствола, ощутимая пальцами рук, при давлении на нее сбоку (или вдоль) не допускается.
При качке трубки ствола, ощутимой пальцами рук, карабин в войсковых ремонтных мастерских ремонту не подлежит.
Качка штыка в горизонтальной плоскости в боевом положении
Качка штыка в горизонтальной плоскости в боевом положении, измеряемая у острия штыка, допускается не более 8 мм.
Причина неисправности:
Износ проушины трубки ствола
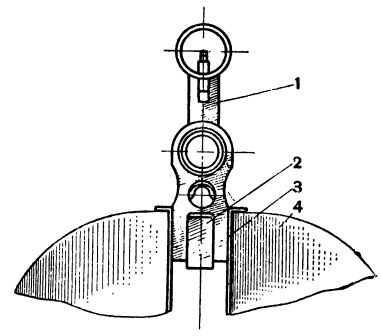
Вставить между ушками трубки ствола стальную оправку размером 7,5х20х100, зажать ушки в тисках с медными прокладками и обжать их так, чтобы рукоятка штыка плотно входила между ушками (рис. 136); затем, освободив ушки трубки ствола из тисков, повернуть ствол и зажать цилиндрическую часть трубки ствола.
Опилить внутренние стенки ушков трубки ствола личным напильником так, чтобы рукоятка штыка плавно поворачивалась между ушками (рис. 137).
 |
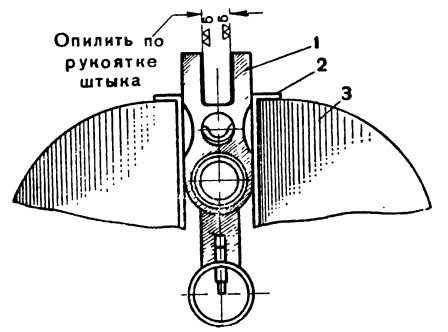 |
Рис. 136. Обжатие ушков трубки ствола: 1 — трубка (1-14) ствола; 2 — оправка; 3 — мед ные прокладки; 4 — тиски |
Рис. 137. Опиловка стенок ушков трубки ствола: 1 — ушко трубки ствола; 2 — медные прокладки; 3 — тиски |
Качка штыка в вертикальной плоскости в боевом положении
Качка штыка в вертикальной плоскости в боевом положении, измеряемая у острия штыка, допускается не более 8 мм.
Причина неисправности:
Износ отверстия 35 (черт. 1) для ствола в кольце трубки штыка.
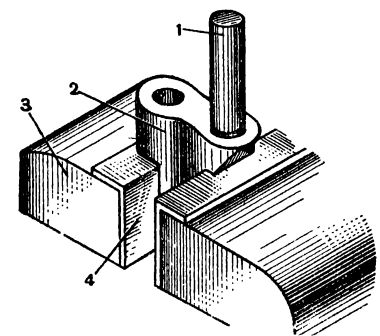
Зажать трубку штыка в тисках с медными прокладками так, чтобы кольцо трубки штыка опиралось в верхнюю плоскость прокладки.
Специальной обжимкой (приложение 2, рис. 165) обжать кольцо трубки штыка с верхнего торца (рис. 138), затем освободить трубку штыка из тисков, поставить ее верхним торцом кольца на плиту и этой же обжимкой обжать кольцо трубки штыка с другого торца.
После обжагия проверить соединение трубки штыка со стволом. При наличии забоин на краях отверстия или тугого соединения трубки штыка со стволом зачистить края отверстия кольца трубки штыка надфилем или шабером.
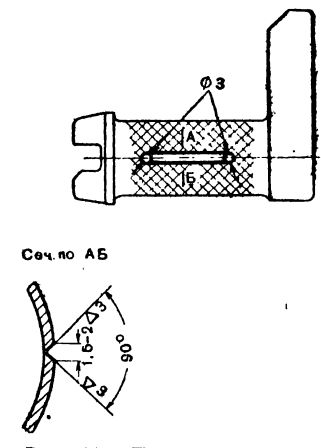
Разрезать ножовкой кольцо трубки штыка и запилить две фаски (рис. 139).
 |
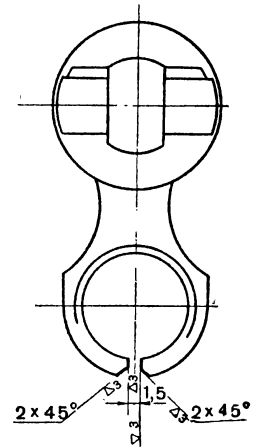 |
Рис. 138. Обжатие кольца трубки штыка: 1 — обжимка; 2 — трубка (1-41) штыка; 3 — тиски; 4 — медные прокладки |
Рис. 139. Подготовка кольца трубки штыка под заварку |
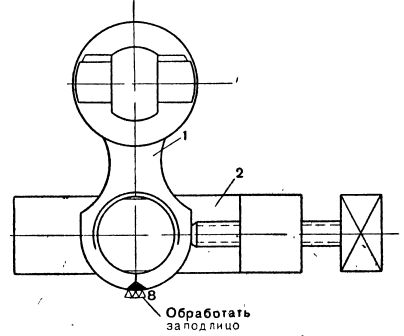
Сжать струбциной кольцо трубки штыка; не снимая струбцины, заварить разрезанное кольцо трубки штыка электродом Э34-3 и зачистить личным напильником наплавленный металл заподлицо с поверхностью кольца трубки штыка (рис. 140).
Развернуть ручной разжимной разверткой отверстие в кольце трубки штыка до диаметра 14,05+0’035 мм, зачистить надфилем заусенцы в отверстии кольца трубки штыка и притупить острые ребра радиусом 0,3 мм (рис. 141).
 |
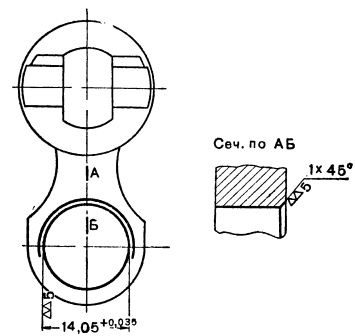 |
Рис. 140. Заварка и обработка кольца трубки штыка: 1 — трубка (1-41) штыка; 2 — струбцина |
Рис. 141. Развертывание отверстия для ствола в кольце трубки штыка |
Собрать штык и проверить соединение трубки штыка со стволом.
Если устранить качку штыка указанным способом невозможно, то подобрать другую трубку штыка по дульной части ствола и пригнать ее по месту.
Колющая часть штыка выступает над вырезом ложи в походном положении штыка
Выступание острия колющей части штыка над вырезом ложи в походном положении штыка не допускается.
Качка штыка в походном положении в горизонтальной и вертикальной плоскостях, не дающая возможности выступать колющей части штыка над вырезом ложи, допускается.
Причины неисправности:
1. Износ паза трубки штыка или фигурных выступов 32 (черт. 1) трубки ствола.
Зажать трубку ствола в тисках с медными прокладками так, чтобы ушки трубки ствола были обращены вверх, и осадить фигурные выступы трубки ствола молотком (рис. 142).
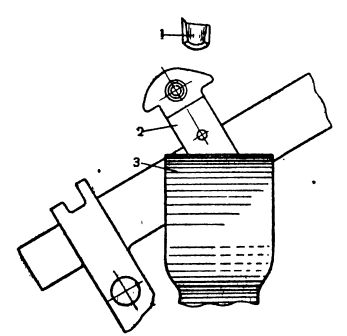
Рис. 142. Осадка фигурных выступов трубки ствола
1 — молоток; 2 — трубка (1-14) ствола; 3 — тиски
Зачистить приподнятый металл на боковых плоскостях ушков, собрать штык и пригнать фигурные выступы трубки ствола к пазу трубки штыка так, чтобы колющая часть штыка не выступала над вырезом ложи в походном положении штыка (рис. 143), а качка штыка в вертикальной плоскости при этом была не менее 1 мм.
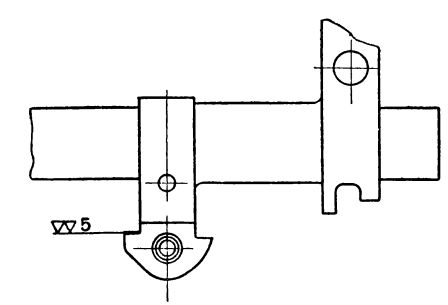
Рис. 143. Пригонка фигурных выступов трубки ствола к трубке штыка
Опилить паз трубки штыка на 1 —1,5 мм, наплавить слой металла 2—3 мм электродом ЭНГ40-3, обработать и зачистить личным напильником наплавленный металл заподлицо с внутренней и наружной верхностями трубки штыка (рис. 144).
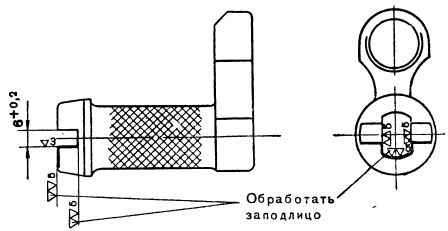
Рис. 144. Наплавка и обработка паза трубки штыка
Опилить паз трубки штыка (рис. 145) и пригнать личным напильником трубку штыка к фигурным выступам трубки ствола так, чтобы колющая часть штыка не выступала над вырезом ложи в походном положении штыка, а качка штыка в вертикальной плоскости при этом была не менее 1 мм.
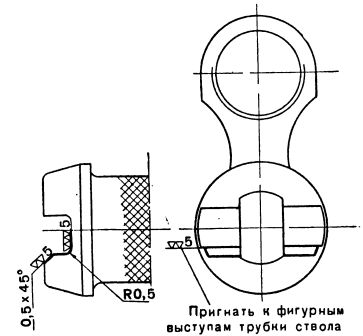
Рис. 145. Пригонка трубки штыка к трубке ствола
После пригонки снять личным напильником заусенцы в местах опиловки и притупить острые ребра радиусом 0,3 мм.
2. Износ проушины трубки ствола.
См. «Качка штыка в горизонтальной плоскости в боевом положении».
3. Погнутость лезвия игольчатого штыка.
Выправить лезвие штыка на деревянной тумбе медным молотком.
4. Ослабление или поломка пружины 33 (черт. 1) штыка.
Заменить пружину.
Изготовить новую пружину (карта 2).
Затруднено продольное перемещение штыка
В боевом и походном положениях штык от нажатия руки должен перемещаться вдоль своей оси, а по прекращении нажатия свободно, без задержек, возвращаться (под действием пружины) в исходное положение.
Причины неисправности:
1. Погнутость ушков 31 (черт. 1) трубки ствола внутрь.
Определяется по тугому вращению рукоятки штыка между ушками трубки ствола.
Зажать трубку ствола в тисках с медными прокладками и при помощи латунного гнетка размером 7,9х20х150 мм выправить ушки трубки ствола молотком.
2. Погнутость рукоятки 34 (черт. 1) штыка.
Выправить рукоятку штыка на свинцовой плите медным молотком и проверить, свободно ли перемещается рукоятка штыка в трубке штыка и между ушками трубки ствола.
3. Вмятины на трубке штыка.
Зажать в тисках один конец стального стержня диаметром 15,9 мм, надеть на другой конец стержня трубку штыка и выправить ее медным молотком.
4. Забоины на рукоятке 34 (черт. 1) штыка, наоси штыка или в отверстии для оси в рукоятке штыка.
Зачистить приподнятый металл личным напильником или надфилем.
5. Сильно затянута ось штыка.
Зачистить старое кернение на конце оси штыка и трубке ствола, отвинтить ось настолько, чтобы продольное перемещение штыка было свободным, и снова раскернить конец оси (рис. 146).
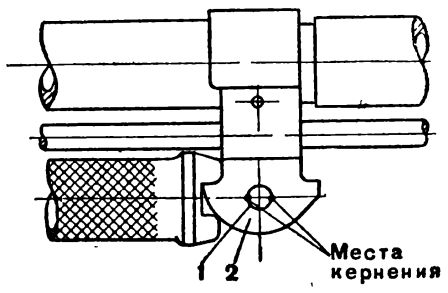
Рис. 146. Кернение оси штыка:
1 — ось (1-43) штыка; 2 — трубка (1-14)
6. Перекос оси штыка после кернения ее.
Ударяя медным молотком по головке оси штыка или (с помощью латунного гнетка) по рукоятке штыкак добиться свободного продольного перемещения штыка.
7. Ослабление или поломка пружины 33 (черт. 1) штыка.
Заменить пружину.
Изготовить новую пружину (карта 2).
Затруднен перевод штыка из походного положения в боевое и обратно
Перевод штыка из походного положения в боевое и обратно должен происходить свободно, без заеданий; при установке штыка в боевое или походное положение он должен самозастегиваться.
Причины неисправности:
См. «Затруднено продольное перемещение штыка» и, кроме того:
Вмятины на кольце трубки штыка
Зажать в тисках один конец стального стержня диаметром 13,9 мм, надеть на другой конец стержня кольцо трубки штыка и выправить кольцо медным молотком.
Самоотвинчивание оси штыка
Ось штыка должна быть раскернена и вывинчиваться из отверстия в трубке ствола ручной отверткой только после зачистки кернения на конце оси; самоотвинчивание раскерненной оси штыка при переводе штыка из боевого положения в походное и обратно не допускается.
Зачистить старое кернение на конце оси штыка и трубке Ствола, довинтить ось настолько, чтобы продольное перемещение штыка было свободным, и раскернить ось штыка (см. рис. 146).
Выкрошенность острия штыка
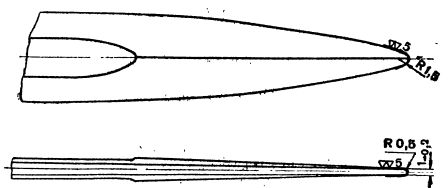
Заточить штык, как показано на рис. 147 или 148. Укорочение клинкового штыка допускается до 295 мм, укорочение игольчатого штыка до 345 мм.
 |
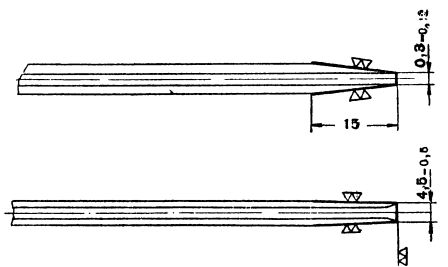 |
Рис. 147. Заточка конца лезвия клинкового штыка |
Рис. 148. Заточка конца лезвия игольчатого штыка |
Трещины в трубке штыка
Подготовить трубку штыка для заварки трещин (рис. 149), заварить трещины электродом Э50-1 и обработать (рис. 150).
 |
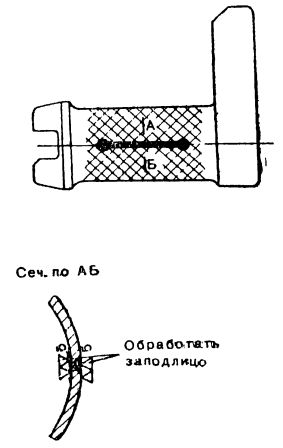 |
Рис. 149. Подготовка трубки штыка для заварки трещины |
Рис. 150. Заварка и обработка трубки штыка |