Технологические карты карабина Симонова
Карта 1. Правка изогнутых стволов
1. Отделить ствол со ствольной коробкой от ложи.
2. Прочистить и насухо протереть канал ствола.
3. Определить характер и место изгиба по форме тени в канале ствола (см. «Изгиб ствола» в разделе «Выявление неисправностей и ремонт ствола со ствольной коробкой»).
4. Положить ствол на наковальню (рис. 152) так, чтобы место изгиба находилось над полой частью наковальни, а вершина его была направлена вверх.
Примечание. В зависимости от длины изгиба ствол укладывать поперек наковальни или по диагонали, но так, чтобы вершина изгиба располагалась посередине полой части наковальни.
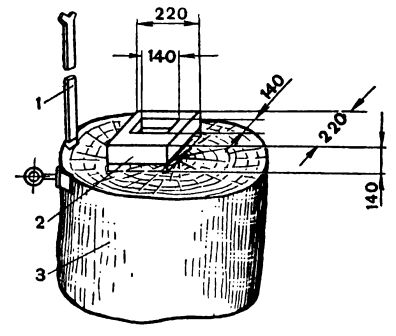
Рис. 152. Наковальня для правки ствола:
1 — подставка; 2 — наковальня; 3 — опора
5. Выправить ствол медным молотком весом до 2 кг.
Сила удара молотком должна быть такой, чтобы ствол не прогнулся в противоположную сторону.
6. Проверить по тени прямолинейность ствола и, если окажется, что ствол окончательно не выправлен, повторить правку.
7. Проверить бой карабина.
Карта 2. Изготовление винтовых цилиндрических пружин
Навивка пружин вручную
1. Закрепить в прорези оправки (приложение 2, рис. 166) конец проволоки, зажать проволоку в тисках между двумя деревянными прокладками (рис. 153); навить на оправку требуемое число витков пружины, указанное на рис. 154, 155, 156
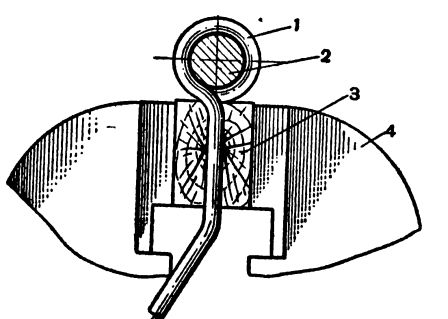
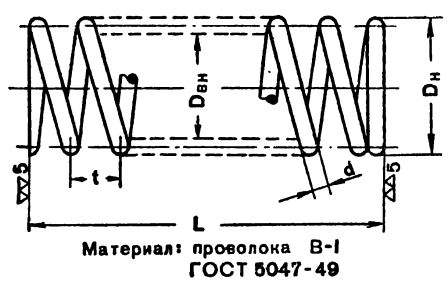
Рис. 153. Навивка пружин вручную:
1 — пружина; 2 — оправка; 3 — деревянные прокладки; 4 — тиски
|
|
Размер пружины в мм |
|||||||
|
Наименование пружины |
Длинна L |
Шаг t |
Диаметр проволоки D |
Наружный диаметр Dн |
Внутренний диаметр Dвн |
Общее число витков |
Диаметр оправки Do |
Развёрнутая длинна проволоки |
| Пружина защёлки (1-21) хомутика |
9-1 |
1,5 |
|
2,6-0,2 |
2 |
7,5-0,5 |
1,6 |
100 |
| Пружина спускового крючка (3-8) |
15-1 |
3 |
0,8±0,02 |
8,5-0,2 |
6,9 |
6 |
6,2 |
200 |
| Пружина рычага (4-9) подавателя |
30-2 |
3 |
|
8-0,2 |
5,4 |
10 |
4,8 |
250 |
| Пружина останова (1-7) затвора |
14-1,5 |
0,9 |
|
3-0,2 |
2,4 |
17±0,5 |
2 |
200 |



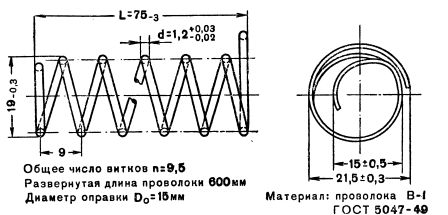
Рис. 154. Данные для изготовления цилиндрических пружин
2. Освободить оправку с пружиной и снять пружину с оправки.
3. Развести витки пружины на требуемый шаг, отрубить требуемой длины пружину, подогнуть и заправить концы пружины, как показано на рис. 154, 155 и 156.
 |
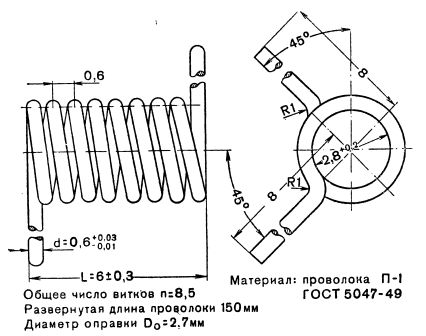 |
Рис. 155. пружина (5-12) пенала принадлежности |
Рис. 156. Пружина (5-6) крышки для закрывания окна затылка |
Навивка пружины штыка
1. Установить оправку (приложение 2, рис. 167) на токарном станке.
2. Установить рукоятки на коробке подач соответственно шагу пружину; рукоятки коробки скоростей установить для минимального числа оборотов.
Зажать проволоку между двумя деревянными прокладками в суппорте (рис. 157), закрепив один конец проволоки в отверстии оправки; навить на оправку требуемое число витков пружины (рис. 158).
 |
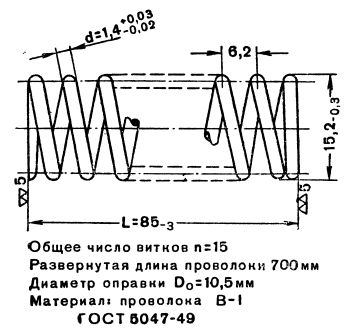 |
Рис. 157. Навивка пружины штыка: 1 — хомутик; 2 — оправка; 3 — головка резцедержателя; 4 — деревянные прокладка |
Рис. 158. Пружина (1-42) штыка |
3. Снять пружину с оправки, отрубить требуемой длины пружину и заправить ее концы (см. рис. 158).
Термическая обработка пружин
Уложить пружины в железный лоток, нагреть до температуры 250—260°С (светло-бурый цвет побежалости) и охладить в масле.
Карта 3. Подгонка остова затвора
1. Разрбрать карабин и снять затвор. Разобрать остов затвора и осмотреть детали затвора: ударник, чеку ударника, выбрасыватель и его пружину.
Примечание. В затворах карабинов первых годов изготовления осмотреть и отбойную пружину.
Все годные детали использовать.
2. Собрать новый остов затвора и проверить положение выбрасывателя относительно дна чашечки остова затбора и выход бойка ударника над дном чашечки остова затвора, как указано в разделах «Гильза (патрон) не извлекается из цатронника», п. 1, и «Осечки», п. 3.
3. Покрыть краской или закоптить боевую грань остова затвора для проверки прилегания ее к боевому упору и собрать карабин.
Примечание. Проверка прилегания и пригонка боевой грани остова затвора к боевому упору производятся при снятом с остова затвора выбрасывателе.
4. Отвести затвор в крайнее заднее положение, вложить в патронник калибр-шашку К-3 (приложение 1) и дослать затвор до отказа вперед.
5. Разобрать карабин, вынуть затвор и проверить по отпечатку краски или копоти прилегание боевой грани остова затвора к боевому упору.
Заход боевой грани остова затвора за боевой упор должен быть по высоте не менее 2 мм; площадь прилегания при этом должна бить не менее 3/4 боевой грани остова затвора.
6. Если прилегание боевой грани остова затвора к боевому упору не будет удовлетворять требованиям, указанным в п. 5, припилить бархатным напильником или пришабрить боевую грань остова затвора.
После припиловки нижние и боковые ребра боевой грани остова затвора притупить R=0,3-0,6 мм.
7. Собрать карабин и проверить расстояние от дна чашечки остова затвора до ската патроиника калибрами-шашками К-3 и К-4 (приложение 1) так же, как при проверке калибром-шашкой К-5 (см. «Поперечный разрыв гильзы вследствие увеличенного расстояния от дна чашечки остова затвора до ската патронника»).
Затвор должен крыть калибр-шашку К-3 и не крыть калибр-шашку К-4.
Карта 4. Подгонка новой ложи
1. Подобрать ложу по стволу со ствольной коробкой. При тугом вхождении ствола со ствольной коробкой в ложу подчистить терпугом или стамеской соответствующие места ложи. Допускается подрезка контура ложи под упорное кольцо цевья ложи. Отверстия под шомпол в ложе и упорном кольце цевья ложи должны совпадать.
2. Оттянуть ствол со ствольной коробкой в ложе до отказа назад В этом положении между упорным кольцом цевья ложи и ложей должны быть зазоры.
Если нет зазоров, подрезать ложу (рис. 159).
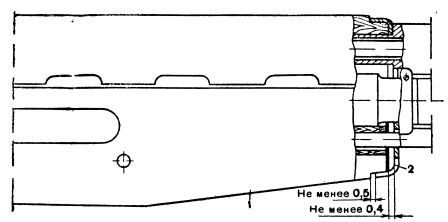
Рис. 159. Подгонка ложи под упорное кольцо цевья ложи:
1 — ложа (5-1); 2 — упорное кольцо (1-10) цевья ложи
3. Проверить, плотно ли прилегает задняя стойка ствольной коробки к опорной плоскости ложи (щуп 0,2 мм не должен проходить более 10 мм снизу между задней стойкой ствольной коробки и опорной плоскостью ложи при оттянутой до отказа назад ствольной коробке со стволом в ложе).
При неплотном прилеганий подчистить опорную плоскость а ложи (рис. 160).
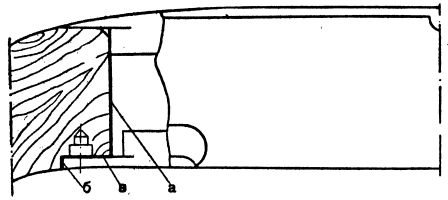
Рис. 160. Подчистка ложи
4. Проверить величину продольного перемещения ствола со ствольной коробкой в ложе.
При продольном перемещении ствола со ствольной коробкой в ложе более 1 мм заменить нагель.
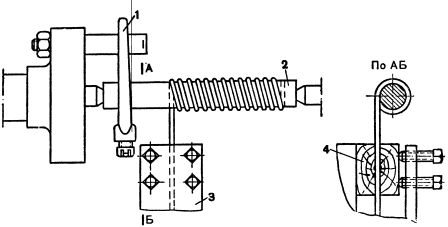
Новый нагель подобрать так, чтобы при вставленном конце цевья ложи в упорное кольцо цевья ложи и при опоре ствола на нагель (без ударно-спускового механизма) между хвостовой частью ствольной коробки и ложей был зазор от 0,3 до 0,6 мм (рис. 161).
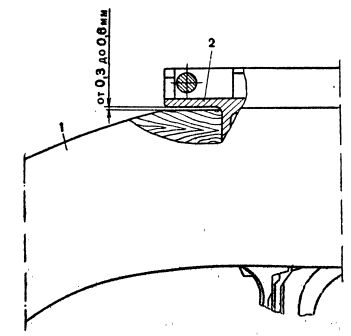
Рис. 161. Сборка дожи со ствольной коробкой:
1 - ложа (5-1); 2—ствольная коробка (1-1)
При зазоре более 0,6 мм подрезать контур передней части цевья ложи, входящей в упорное кольцо цевья ложи, или опилить верхнюю плоскость нагеля (см. рис. 96).
Примечания: 1. Нагель ставить в ложу так, чтобы опорные плоскости его занимали соответственно вертикальное и горизонтальное положение.
2. Изготовить нагель с повышенными размерами согласно рис. 94.
5. Завинтить гайку нагеля до отказа и раскернить ее в двух точках.
6. Проверить, не прилегает ли ствол к жолобу цевья ложи. Для этого смазать нижнюю поверхность ствола маслом или суриком и наложить ложу на ствол со ствольной коробкой.
Прилегание ствола к жолобу цевья ложи не допускается.
При прилегании ствола к жолобу цевья ложи подчистить жолоб цевья ложи так, чтобы между стволом и дном жолоба цевья ложи, а также между стволом и боковыми стенками жолоба цевья ложи был зазор.
7. Поставить в ложу магазин и ударно-спусковой механизм.
Зазор между спусковой скобой и ложей в задней части должен быть не менее 0,7 мм (рис. 162). При зазоре менее 0,7 мм подчистить стенку б выреза ложи (см. рис. 160).
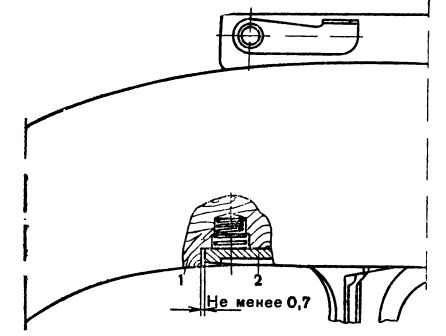
Рис. 162. Сборка ложи со спусковой скобой:
1 — ложа (5-1); 2 — спусковая скоба (3-1)
8. Проверить, есть ли вертикальная качка заднего конца ствольной коробки со стволом в сборке с ударно-спусковым механизмом и магазином в ложе до установки пружины для устранения качки ствола со ствольной коробкой в ложе.
Если указанной качки нет, подчистить плоскость в ложи (см. рис. 160).
После установки пружины для устранения качки ствола со ствольной коробкой в ложе вертикальная качка ствола со ствольной коробкой в ложе не допускается.