Замена составных частей изделий
Общие указания
В настоящем разделе даются указания по замене большинства основных составных частей изделий.
В настоящем разделе Руководства под словом «новая» понимается деталь или сборочная единица новая или бывшая в использовании, но исправная или ранее не стоявшая на ремонтируемом изделии.
Подразделы расположены в алфавитном порядке наименований деталей.
В приложении 5 дана Ведомость применяемости и взаимозаменяемости составных частей изделий; при постановке этих деталей на ремонтируемое изделие необходимо выполнить все проверки соответствующего подраздела, так как в отдельных случаях при сопряжении новых годных деталей с изношенными деталями нарушается взаимозаменяемость.
Замена возвратного механизма и его деталей
1. Отделить (открыть) крышку 14 (рис. 1—3) ствольной коробки и отделить возвратный механизм.
2. Разобрать возвратный механизм (рис. 4), заменить негодную деталь новой и собрать возвратный механизм.
3. Проверить, свободно ли входит выступ направляющей 1 возвратной пружины в паз задней стенки ствольной коробки, при необходимости обработать 1места затирания на выступе.
4. Присоединить к изделию (закрыть) крышку ствольной коробки. Отвести затворную раму назад до отказа и нажать вперед на выступ направляющей возвратной пружины, при этом направляющая возвратной пружины должна переместиться вперед не менее 0,5 мм. Собрать изделие.
5. При перемещении направляющей возвратной пружины менее 0,5 мм опилить нижний выступ направляющей возвратной пружины до получения свободного перемещения в пределах от 0,5 до 0,9 мм.
6. Снарядить магазин 10 учебными патронами и присоединить его к изделию.
7. Поставить изделие на верстак стволом вверх и, отводя затворную раму назад и освобождая ее, разрядить магазин; задержки при этом не допускаются.
Замена дульного тормоза, пламегасителя и их фиксатора
1. Нажать выколоткой или отверткой на фиксатор 33 (рис. 1—3) и свинтить дульный тормоз (пламегаситель) 34 со ствола.
2. Для замены фиксатора 33 или его пружины 29 выбить штифт 28 крепления фиксатора (пружины), отделить фиксатор с пружиной, заменить негодную деталь, присоединить фиксатор с его пружиной к изделию и закрепить их штифтом.
3. Утопить выколоткой фиксатор и отпустить его, после снятия нагрузки фиксатор под действием своей пружины должен энергично возвратиться в исходное положение. Навинтить дульный тормоз (пламегаситель) на ствол до отказа, а затем свинтить его до совмещения гнезда на нем с фиксатором; при этом фиксатор должен войти в гнездо дульного тормоза и надежно удерживать дульный тормоз от свинчивания или навинчивания.
4. Раскернить конец штифта 28 и проверить работу фиксатора, как указано в п. 3
5. Нажать с помощью выколотки на конец штифта, при этом штифт не должен смещаться от усилия руки.
6. Проверить вертикальную и горизонтальную качки дульного тормоза (пламегасителя) автоматов, как указано в подразд. Качка тормоза или пламегасителя на стволе автомата.
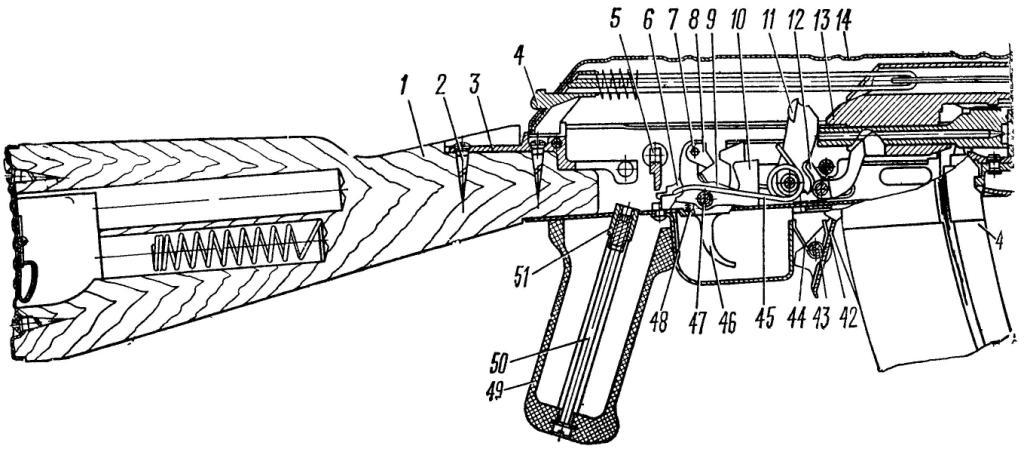
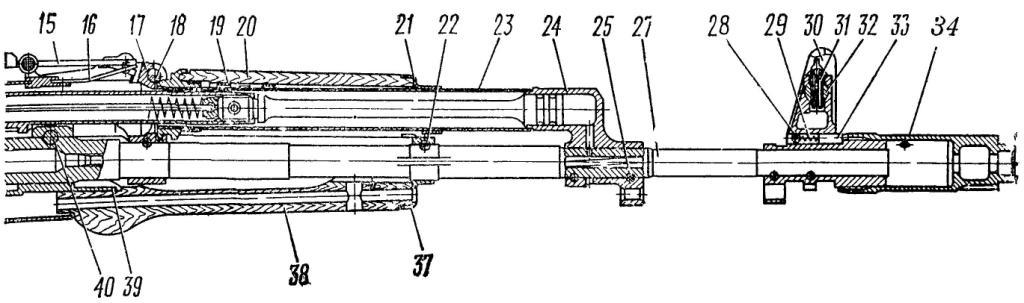
Рис. 1. 5,45-мм автомат Калашникова АК74 (6П20):
1 — приклад в сборе 6П20.С6 5 или 6П20.С6 14; 2 — шуруп затылка приклада 6П20.5-3; 3 — ствольная коробка со стволом в сборе 6П20 Сб 1; 4 — возвратный механизм 6П20.С6 4; 5 — переводчик с сектором 6П20.С6 1-3; 6 — шептало 6П20.0-9; 7 — ось 6П20.0-17; 8 — защелка 6П20 0-7; 9 — замедлтель в сборе 6П20.С6 02 и пружина замедлителя 6П20.0-28; 10 — основание замедлителя 6П20.0-4; 11 — курок 6П20.0-2, 12 — автоспуск 6П20.0-5 и пружина автоспуска 6П20.0-6; 13 — затворная рама с затвором в сборе 6П20.С6 3; 14 — крышка ствольной коробки 6П20.0-1; 15 — прицельная планка в сборе 6П20.С6 2; 16 — пружина прицельной планки 6П20.0-23; 17 — прицельная колодка с чекой накладки 6П20.С6 1-8; 18 — чека ствольной накладки 6П20 Сб 1-6; 19 — фиксатор накладки 6П20.1-41; 20 — ствольная накладка 6П20.1-40; 21 — ствольная накладка в сборе 6П20.С6 1-2; 22 — чека кольца цевья 6П20.1-28; 23 — основание ствольной накладки 6П20 Сб 1-12; 24 — газовая камера 6П20.1-54; 25 — штифт камеры 6П20.1-39; 21 — ствол 6П20.1-10В; 28 — штифттора 6П20.1-33; 29 — пружина фиксатора 6П20.1-38; 30 — колодка мушки 6П20.1-30; 31 — мушка 6П20.1-32; 32 — основание мушки 6П20.1-31; 33 — фиксатор тормоза 6П20.1-37; 34 — дульный тормоз 6П20.0-20; 37 — кольцо цевья 6П20.1-27; 38 — цевьев сборе 6П20.Сб6 или Сб9; 39 — пружина цевья 6П20.6-4; 40 — штифт ствола 6П20.1-52; 41 — магазин 6Л20 или 6Л23; 42 — защелка магазина 6П20.0-11; 43 — ось защелки магазина 6П20 0-13; 44 — пружина защелки 6П20.0-12; 45 — боевая пружина 6П20 0 3; 46 — спусковой крючок 6П20.08; 47 — ось спускового механизма 6П20.0-25; 48 — пружина шептала 6П20.0-10;49 — рукоятка 6П20.С6 8; 50 — соединительный винт
6П20.0-19; 51 — гайка 6П20.0-16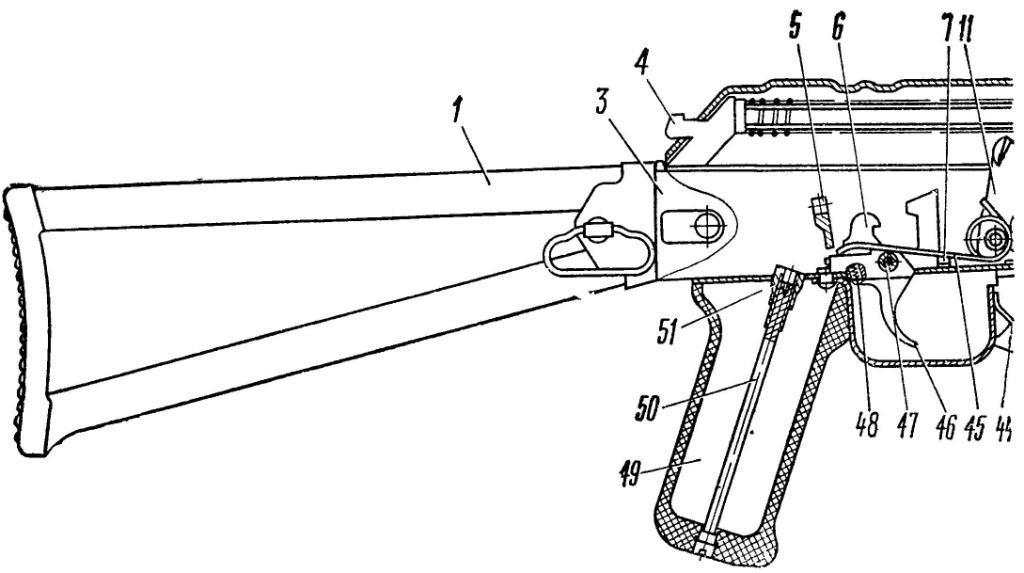
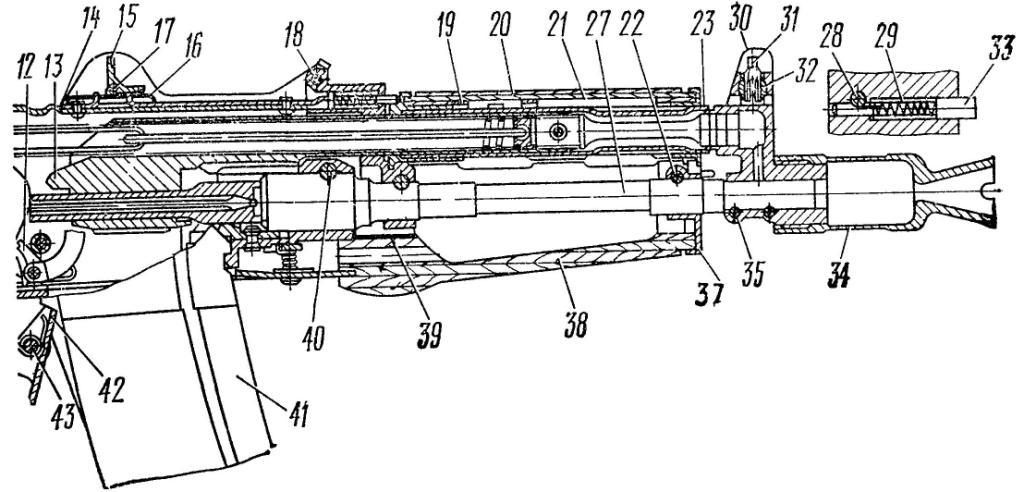
Рис. 2. 5,45-мм автомат Калашникова укороченный АКС74У (6П26):
1 — приклад в сборе 6П26.С6 5; 3 — ствольная коробка со стволом 6П26.С6 1. 4 — возвратный механизм 6П26.С6 4; 5 — переводчик с сектором 6П20.С6 1-3; 6 — шептало 6П20.0-9; 7 — ограничитель курка 6П26.0-39; 11 — курок 6П20 0-2; 12 — автоспуск 6П20.0-5 и пружина автоспуска 6П20 0 6; 13 — затворная рама с затвором в сборе 6П26.С6 3; 14 — крышка ствольной коробки в сборе 6П26 Сб 7; 15 — целик 6П26 7-31; 16 — пружина целика 6П26.7-33; 17 — ось целика 6П26.7-32; 18 — ось крышки 6П26.0-21; 19 — фиксатор накладки 6П26.1-41; 20 — ствольная накладка 6П26.1-40; 21 — ствольная накладка в сборе 6П26 Сб 1-2, 22 — чека кольца цевья 6П20.1-28, 23 — основание ствольной накладки 6П26.С6 1-13; 27 — ствол 6П26.1-10; 28 — штифт фиксатора 6П26.1-35; 29 — пружина фиксатора пламегасителя 6П26.1-38; 30 — колодка мушки 6П26.1-30; 31 — мушка 6П26 1 17; 32 — основание мушки 6П26.1-31; 33 — фиксатор пламегасителя 6П26.1-37; 34 — пламегаситель 6П26 0-20; 35 — штифт камеры 6П20.1-39, 37 — кольцо цевья 6П26.1-27. 38 — цевье в сборе 6П26.Сб 6; 39 — пржина цевья 6П20 6-4; 40 — штифт ствола 6П20 1-52; 41 — магазин 0Л20 или 6Л23; 42 — защелка магазина 6П20.0-11; 43 — ось защелки магазина 56-А-212.0-13; 44 — пружина защелки 56-А-212 0 12; 45 — боевая пружчна 6П20 0 3; 46 — спусковой крючок 6П20 0-8; 47 — ось спускового механизма 56 А-212.0-25; 48 — пружина шептала 56-А-212 0-10; 49 — рукоятка 6П4.С6 9; 50 — соединительный винт 56-А-212.0-19; 51 — гайка 6П20.0 16
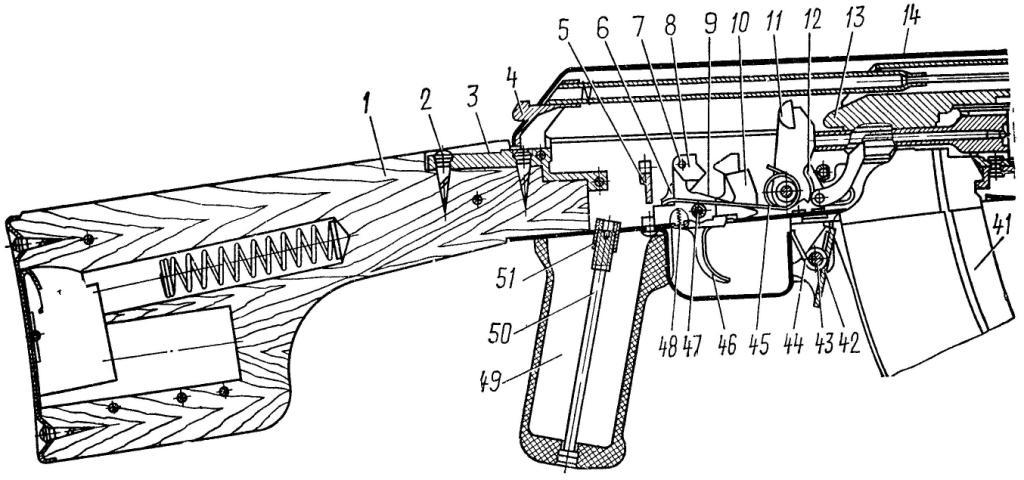
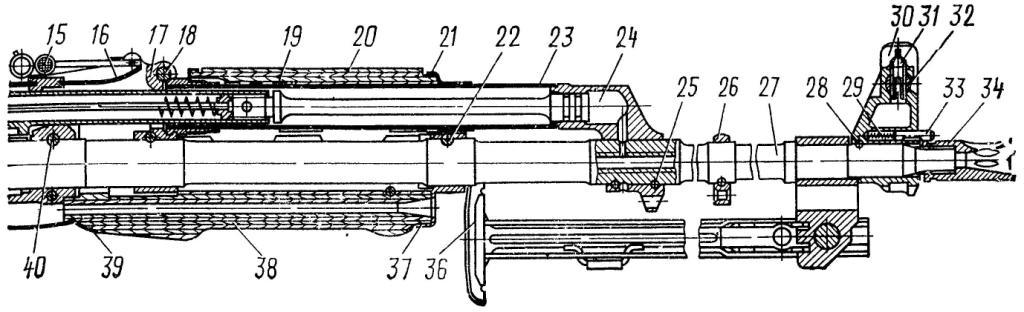
Рис. 3. 5,45-мм ручной пулемет Калашникова РПК74 (6П18):
1 — приклад в сборе 6П18 С65; 2 — шуруп затылка приклада 6П20 5-3, 3 — ствольная коробка со стволом 6П18.С6 1; 4 — возвратный механизм 6П18.С6 4; 5 — переводчик с сектором 6П20 Сб 1-3; 6 — шептало 6П20.0-9; 7 — ось 6П20.0-17; 8 — защелка 6П20 0-7, 9 — замедлитель в сборе 6П20 Сб 0-2 и пружина замедлителя 6П20.0-28; 10 — основание замедлителя 6П20 0 4, 11 — курок 6П20 0-2; 12 — автоспуск 6П20 0-5 и пружина автоспуска 6П20 0-6, 13 — затворная рама с затвором в сборе сборе 6П20.С6 3; 14 — крышка ствольной коробки 6П18.0-1; 15 — прицельная планка в сборе 6П18С6 2; 16 — пружина прицельной планки 6П20 0-23, 17 — прицельная колодка 6П18.1-21; 18 — чека ствольной накладки 6П18.С6 1-6; 19 — фиксатор накладки 6П20.1-41; 20 — ствольная накладка 6П18.1-40; 21 — ствольная накладка в сборе 6П18.С6 1-12; 22 — чека кольца цевья 6П18.1-28; 23 — основание ствольной накладки 6П18.Сб 1-2; 24 — газовая камера 6П18.1-29; 25 — штифт камеры 6П18.1-33; 26 — кольцо 6П18.1-44; 27 — ствол 6П18.1-10; 28 — штифт камеры 6П20.1-39; 29 — пружина фиксатора 6П18.1-38; 30 — колодка мушки 6П18.1-30; 31 — мушка 6П20.1-32; 32 — основание мушки 6П20.1-31; 33 — фиксатор 6П18.1-37; 34 — пламегаситель 6П18.1-61; 36 — сошки в сборе 6П18.С6 1-13; 37 — кольцо цевья 6П18.1-27; 38 — цевье в сборе 6П18.Сб 6; 39 — наконечник цевья 6П18 6-2; 40 — штифт ствола 6П18.1-15; 41 — магазин 6Л18, 42 — защелка магазина 6П20 0 11; 43 — ось защелки магазина 6П20.0-13; 44 — пружина защелки 6П20.0-12; 45 — боевая пружина 6П20.0-3;46 — спусковой крючок 6П20.0-8, 47 — ось спускового механизма 6П20.0-25; 48 — пружина шептала 6П20.0-10; 49 — рукоятка 6П18Сб 8; 50 — соединительный винт 6П20.0-19; 51 — гайка 6П20.0-16
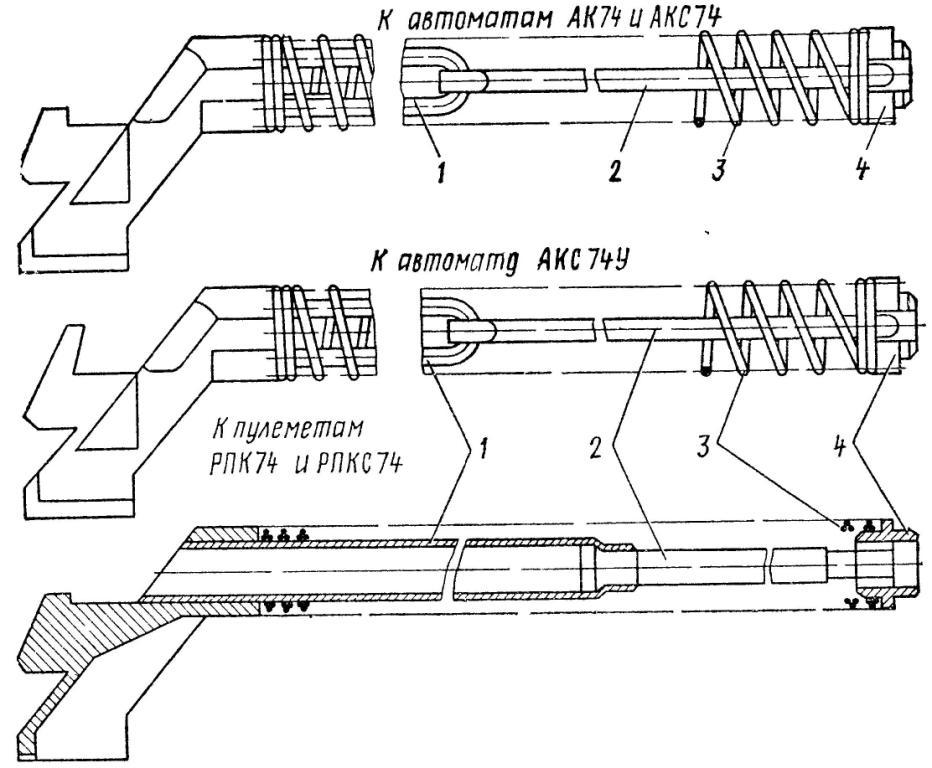
Рис. 4. Возвратные механизмы 6П20 Сб 4 к автоматам АК74 и АКС74, 6П26 Сб 4 к автомату АКС74У и 6П18С6 4 к ручным пулеметам РПК74 и РПКС74:
1 — направляющие возвратной пружины 6П20 Сб 1-1, 6П26 Сб 4-1 и 6П18 Сб 4-1, 2 — стержни 6П20.4-5 и 6П18 4-5; 3 — возвратные пружины 6П20.4-3 и 6П18.4-3; 4 — муфта 6П20.4-4, муфта стержня 6П18.4-4
Замена затвора и его деталей
1. Произвести неполную разборку изделия.
2. Подобрать затвор 2 (рис. 5) к затворной раме так, чтобы затвор своим ведущим выступом свободно входил в фигурный паз затворной рамы и перемещался в затворной раме от собственной массы; при упоре ведущего выступа затвора в переднюю стенку фигурного паза затворной рамы торец хвостовой цилиндрической части затвора должен утопать за торец затворной рамы не менее 0,5 мм, а при упоре ведущего выступа затвора в заднюю стенку фигурного паза затворной рамы должен выступать за торец затворной рамы не менее 0,5 мм.
3. Вставить затворную раму с затвором в ствольную коробку и проверить ее перемещение.
Затворная рама с затвором должна свободно перемещаться по направлющим выступам ствольной коробки.
4. Вставить в изделие магазин и, отжимая магазин вправо и влево, проверить перемещение затворной рамы с затвором; затворная рама с затвором должна перемещаться над магазином свободно, без трения о магазин. Отделить магазин.
5. Опилить скос АБ (рис. 6) на левом боевом выступе затвора так, чтобы начало поворота затвора по винтовому скосу сухаря было при зазоре между пеньком ствола и торцом затвора в пределах от 2 до 2,5 мм и чтобы прилегание скоса на боевом выступе к винтовому скосу сухаря было по ширине не менее 1 мм.
Прилегание определяется по отпечатку копоти на левом боевом выступе затвора, а зазор 2—2,5 мм определяется с помощью колец толщиной 2 и 2,5 мм (приложение 1, Кольца для подгонки затвора), прокладываемых между пеньком и торцом затвора. При постановке кольца толщиной 2,5 мм скос затвора не должен касаться скоса на сухаре, а при постановке кольца толщиной 2 мм должен касаться, что проверяется по копоти (подгонку производить при снятом выбрасывателе).
6. Пригнать поверхности ЕЖЗ правого и ВГД левого боевых выступов затвора (по копоти) так, чтобы прилегание их к боевым уступам ствольной коробки было не менее 60% опорной площади; при этом затвор должен крыть калибр-шашку К-3 (приложение 1, Калибр-шашка (проходной) для проверки узла запирания (31,7 мм) 6И17.К-3) при усилии не более 15 кгс (определяется по отсутствию зазора между затворной рамой и ствольной коробкой с левой стороны) и не должен крыть калибр-шашку К-4 (приложение 1, Калибр шашка (непроходной) для проверки узла запирания (31,85 мм) 6И17.К-4) при усилии менее 30 кгс.
7. Проверить, нет ли перекоса затвора. Для этого вставить в патронник калибр-шашку К-3. Закрыть затвор, вставить в канал ствола стержень (приложение 1, Стержени для подгонки затвора), вместо дульного тормоза (пламегасителя) навинтить струбцину (приложение 1, Струбцина для подгонки затвора) на дульную часть ствола и с помощью стержня и струбцины прижать затвор к боевым уступам ствольной коробки; в этом случае затворная рама должна перемещаться под действием собственной массы на участке свободного хода.
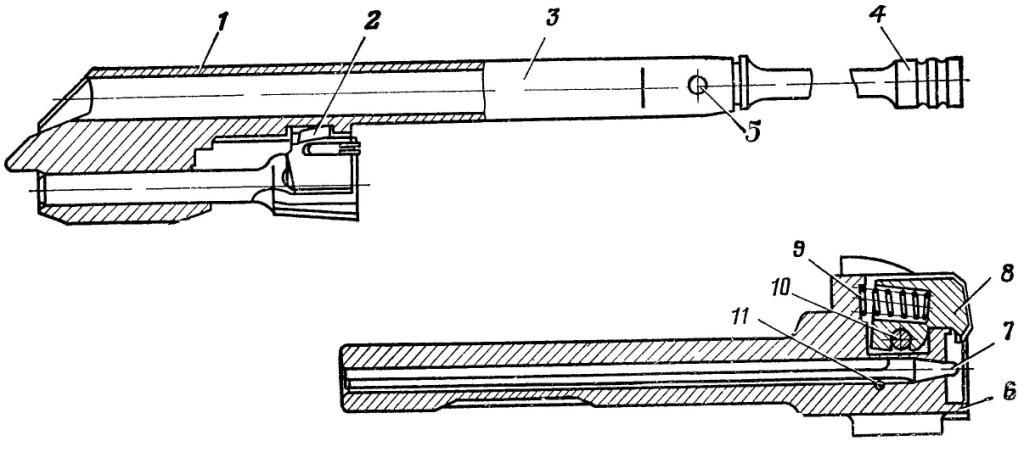
Рис. 5. Затворные рамы с затвором в сборе 6П20.С6 3 и 6П26.С6 3:
1 — затворные рамы в сборе 6П20 Сб 3-1 и 6П26.С6 3-1, 2 — затвор в сборе 6П20 Сб 3-2, 3 — затворные рамы 6П20.3-1 и 6П26 3 1, 4 — штоки 6П20 3 2 и 6П26 3-2; 5 — штифт штока 6П20 3 3, 6 — затвор 6П20 3 4; 7 — ударник 6П20 3 5, 8 — выбрасыватель 6П20.3-11; 9 — пружина выбрасывателя 6П20 3-7; 10 — ось выбрасывателя 6П20.3-10, 11 — штиф ударника 6П20 3-9
8. Если затворная рама свободно не перемещается, выяснить причину перекоса и устранить ее, как указано в п. 6.
9. При необходимости для обеспечения прохождения затвора под боевыми уступами ствольной коробки опилить ребра боевых выступов затвора.
10. Проверить (по копоти), нет ли при закрытом затворе касания выбрасывателя 8 (рис. 5) о пенек ствола; касание не допускается.
При касании подобрать другой выбрасыватель или обработать его скос.
11. Собрать изделие.
12. Для замены других деталей затвора произвести неполную разборку изделия, разобрать затвор, заменить негодную деталь и собрать затвор.
13. После замены ударника 7 (рис. 7):
Проверить перемещение ударника в канале затвора 6 при его переворачивании на 180°; ударник должен свободно перемещаться под действием силы тяжести.
Сдвинуть ударник вперед до отказа, при этом задний срез ударника должен утопать за задний срез затвора.
Сдвинуть ударник назад до отказа, при этом может быть выступание бойка ударника над дном чашечки затвора не более 0,15 мм (размер А на рис. 7) или утопание не более 0,1 мм; при выступании более 0,15 мм опилить ударник по плоскости Б по рис. 7, При утопании более 0,1 мм подобрать другой ударник.
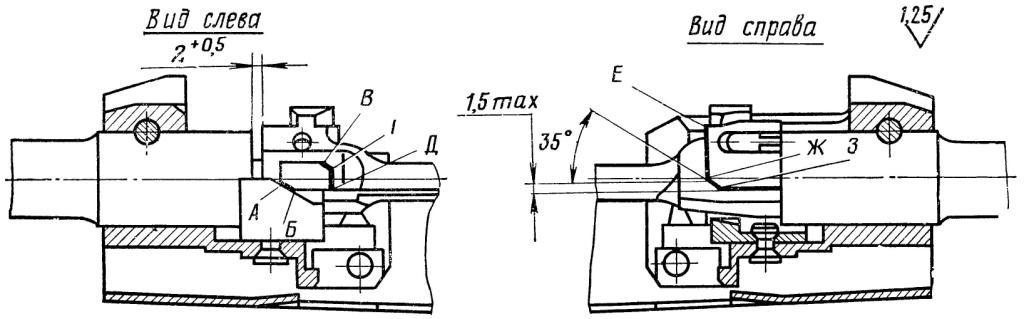
Рис. 6. Подгонка боевых выступов на затворе
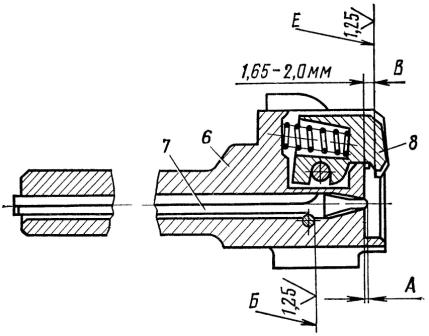
Рис. 7. Подгонка ударника, затвора и выбрасывателя:
6 — затвор, 7 — ударник, 8 — выбрасыватель
Проверить калибром К-1 (приложение 1, Калибр для проверки принудительного выхода бойка над дном чашечки затвора (1,4; 1,52 мм) 6И17.К1) принудительный выход бойка ударника над дном чашечки затвора, который должен быть 1,4—1,52 мм (размер Г на рис. 8), при выходе бойка более 1,52 мм опилить торец ударника по плоскости Д по рис. 8; при выходе менее 1,4 мм молотком массой 0,2 кг потянуть плоскую часть ударника.
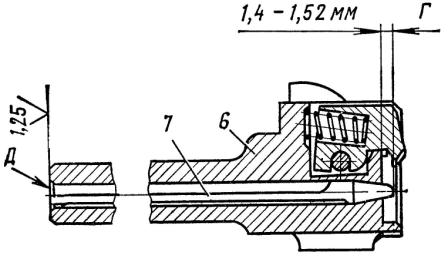
Рис. 8. Подгонка бойка ударника:
6 — затвор, 7 — ударник
14. После замены выбрасывателя 8 (рис. 5):
Отжать головку выбрасывателя от центра затвора; после снятия нагрузки выбрасыватель под действием пружины 9 выбрасывателя должен энергично возвратиться в исходное положение.
Проверить калибром К-7 (приложение 1, Калибр для проверки расстояния от дна чашечки затвора до зацепа выбрасывателя (1,65; 2 мм) 6И17.К-7) расстояние от дна чашечки затвора до зацепа выбрасывателя, которое должно быть 1,65—2 мм (размер В на рис. 7).
При расстоянии менее 1,65 мм подобрать другой выбрасыватель, а в военное время опилить зацеп выбрасывателя по плоскости Е по рис. 7, при расстоянии более 2 мм подобрать другой выбрасыватель.
Вложить в чашечку затвора учебный патрон закраиной под зацеп выбрасывателя; он должен надежно удерживаться выбрасывателем в чашечке затвора и не выпадать из нее при легком встряхивании затвора.
Проверить, не выступает ли ось 10 (рис. 5) выбрасывателя за наружную поверхность затвора, при необходимости опилить торец оси заподлицо.
На собранном изделии при крайнем переднем положении затворной рамы с затвором по краске проверить, не касается ли выбрасыватель дна паза на пеньке ствола; при касании опилить скос на выбрасывателе.
Снарядить магазин 10 учебными патронами, присоединить его к изделию и, действуя затворной рамой, разрядить магазин; при этом все учебные патроны должны извлекаться из патронника ствола, а после встречи с отражателем энергично отражаться и выбрасываться из ствольной коробки.
15. После замены штифта 11 (рис. 5) ударника проверить прочность его посадки: при легких ударах затвором о деревянный предмет смещение штифта ударника не допускается.
16. Собрать изделие.
Замена защелки магазина
1. Отделить магазин.
2. Обжать один конец оси 43 (рис. 9) защелки магазина, с помощью выколотки выбить ось защелки магазина и отделить защелку 42 магазина с пружиной 44 защелки
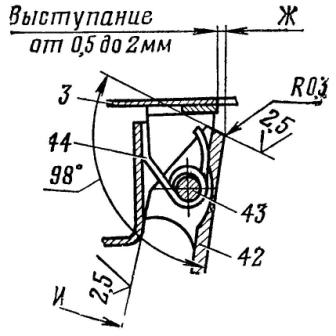
Рис. 9. Подгонка защелки магазина:
3 — ствольная коробка, 42 — защелка магазина, 43 — ось защелки магазина, 44 — пружина защелки
3. Присоединить к изделию новую защелку магазина с пружиной защелки и закрепить их временной осью защелки (приложение 1, Временная ось защёлки магазина); при необходимости может быть поставлена новая пружина защелки.
4. Отжать хвост защелки магазина вперед и отпустить его; при этом защелка магазина после снятия нагрузки должна энергично возвратиться в исходное положение до упора ее ограничителя в предохранительную (спусковую) скобу.
5. Проверить выступание верхнего торца защелки магазина над стенкой окна в ствольной коробке (размер Ж на рис. 9), которое должно быть 0,5—2 мм.
При размере Ж менее 0,5 мм опилить ограничительный выступ защелки магазина по плоскости 11, при размере Ж более 2 мм удлинить (потянуть, раздать) ограничительный выступ без нагревания; при этом толщина ограничительного выступа должна быть не менее 1,2 мм.
6. Присоединить магазин; при этом торец защелки магазина должен зайти за задний упор корпуса 1 (см. рис 13) магазина до касания в вертикальную плоскость задней стенки корпуса магазина и надежно удерживать магазин в ствольной коробке.
7. Проверить вертикальную качку магазина на защелке магазина, которая допускается не более 0,5 мм.
8. При вертикальной качке магазина более 0,5 мм подобрать другую защелку магазина.
9. Проверить крепление и вертикальную качку всех комплектных магазинов, как указано в пп. 6 и 7.
10. Временную ось защелки магазина заменить штатной осью 43 (рис. 9) защелки магазина и развальцевать ее концы так, чтобы выступание каждого конца было не менее 0,3 мм и ось защелки магазина не выталкивалась при действии на нее усилием руки на выколотку. Трещины на концах оси защелки допускаются, скрошенность не допускается.
11. Проверить работу защелки магазина, как указано в п. 4.
Замена крышки ствольной коробки
1. Снять крышку ствольной коробки.
2. Подобрать крышку 14 (рис. 1 и 3) ствольной коробки по месту. При необходимости опилить передний торец крышки ствольной коробки или стенку выреза аб для уступа ствольной коробки по рис. 10 так, чтобы она свободно соединялась со ствольной коробкой; продольное перемещение крышки допускается не более 0,5 мм.
Продольное перемещение определяется по наличию зазора между задним ребром крышки и стенкой поперечного паза для него в ствольной коробке при поджатый крышки вперед; величина зазора проверяется щупом.
3. Проверить зазор К (рис. 10) между крышкой и ствольной коробкой.
Зазор допускается до 1 мм по всей длине крышки с обеих сторон.
4. Проверить, свободно ли входит выступ пятки направляющей 1 (рис. 4) возвратной пружины в окно задней стенки крышки ствольной коробки.
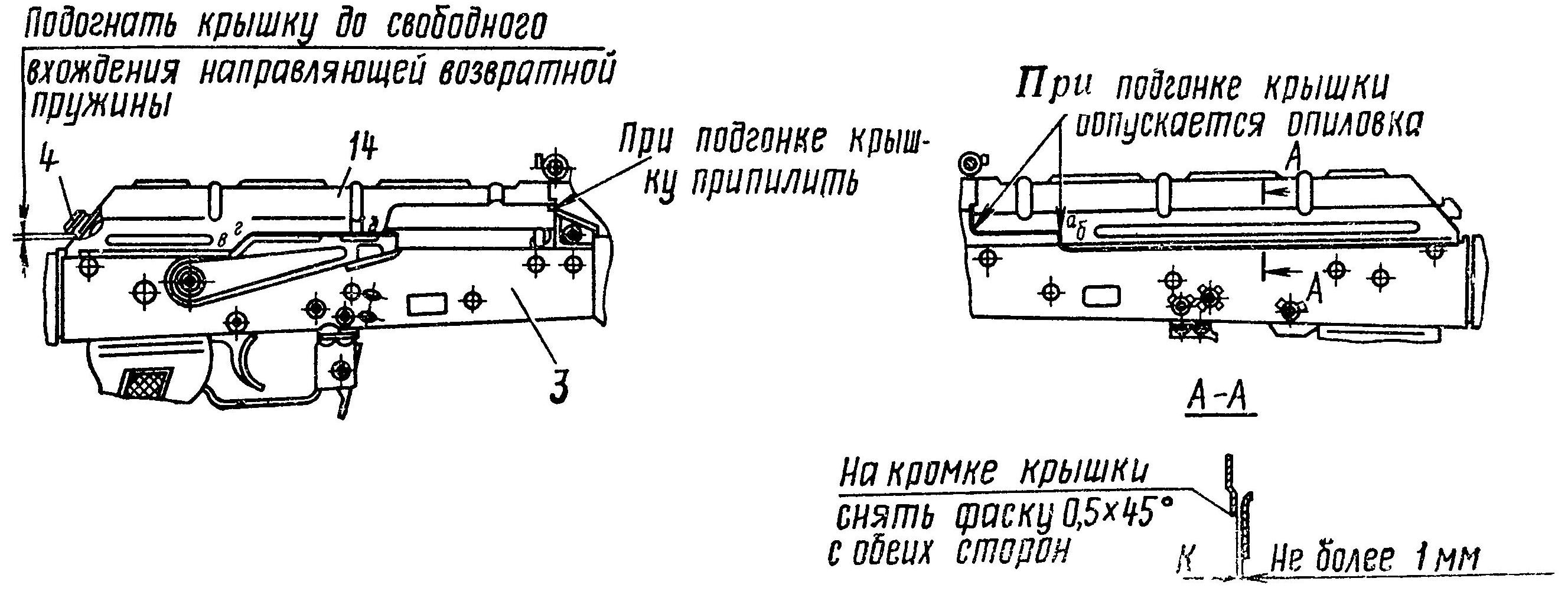
Рис. 10. Подгонка крышки сизольной коробки у автоматов АК74 и АКС74 и ручных пулеметов РПК74 и РПКС74.
3 — ствольная коробка, 4 — возвратный механизм, 14 — крышка ствольной коробки
5. При необходимости распилить стенки так, чтобы выступ пятки свободно входил в окно крышки; при этом задний торец крышки при отжатии ее вверх не должен выходить из паза ствольной коробки.
6. Поставить переводчик на предохранитель и проверить, совпадают ли контуры переводчика вгд и крышки ствольной коробки по рис. 10.
Контур переводчика должен совпадать с контуром крышки ствольной коробки.
Зазор между переводчиком и крышкой допускается
7. Если контуры не совпадают, опилить ребро вгд крышки ствольной коробки.
После подгонки крышки кромки притупить.
8. Проверить, нет ли трения затворной рамы 13 (рис. 1 и 3) о крышку ствольной коробки при движении подвижной системы.
Трение затворной рамы о крышку ствольной коробки не допускается. Проверку проводить при отжатии затворной рамы за рукоятку вверх, а крышки вниз.
9. При трении рукоятки затворной рамы о ребро выреза крышки зачистить ребро до устранения трения.
10. Проверить, есть ли продольное перемещение пятки направляющей возвратной пружины при подвижных частях, отведенных в крайнее заднее положение; продольное перемещение должно быть не менее 0,75 мм. При продольном перемещении менее 0,5 мм опилить пятку направляющей до получения свободного хода 0,5—0,9 мм.
11. Собрать изделие.
Замена крышки ствольной коробки автомата АКС74У
1. Произвести неполную разборку автомата.
2. На подставке с помощью выколотки выбить ось 18 (рис. 2) крышки и отделить крышку 14 ствольной коробки, фиксатор 2 (рис. 11) ствольной накладки и его пружину 1.
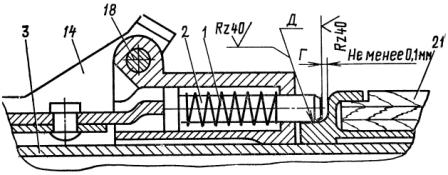
Рис. 11. Постановка фиксатора ствольной накладки автомата АКС74У:
1 — пружина фиксатора ствольной накладки 6П26 1 22, 2 - фиксатор ствольной накладки 6П26.1-36; 3 — ствольная коробка 6П26 Сб 1-1,
14 — крышка ствольной коробки 6П26.С6 7; 18 — ось крышки 6П26 0-21, 21 — ствольная накладка в сборе 6П26 Сб 1-2
3. Подобрать новую крышку ствольной коробки по месту так, чтобы она плотно ставилась на ствольную коробку и местные зазоры между ними были не более 1 мм. При необходимости выправить крышку ствольной коробки.
4. Присоединить к ствольной коробке 3 фиксатор 2 ствольной накладки с его пружиной 1.
5. С помощью выколотки нажать на головку фиксатора ствольной накладки и отпустить его; после снятия нагрузки он под действием пружины должен энергично возвратиться в исходное положение.
6. Присоединить к автомату крышку ствольной коробки и закрепить ее осью крышки или металлическим стержнем диаметром 4 мм.
7. Закрыть крышку ствольной коробки и проверить зазор между торцом ствольной коробки и задним торцом крышки ствольной коробки (размер А на рис. 12), который должен быть не менее 0,1 мм.
8. При зазоре А менее 0,1 мм подобрать другую крышку ствольной коробки. Допускается правка края заднего торца крышки ствольной коробки.
9. При закрытой крышке ствольной коробки проверить зазор между ее передним торцом и вкладышем ствольной коробки (размер Б на рис. 12), который должен быть не более 1,2 мм.
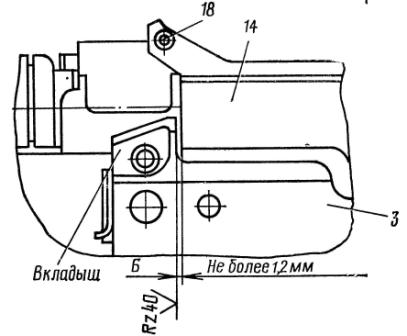
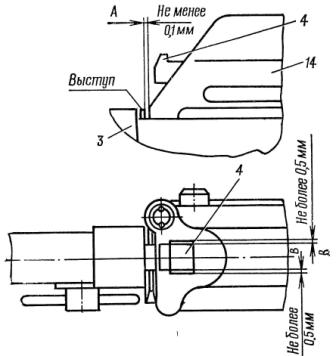
Рис. 12. Подгонка крышки ствольной коробки автомата АКС74У:
3 — ствольная коробка; 4 — возвратный механизм; 14 — крышка ствольной коробки; 18 — ось крышки
10. При зазоре Б более 1,2 мм подобрать другую крышку ствольной коробки.
При отсутствии зазора опилить передний торец крышки ствольной коробки до получения зазора Б = 0,1 .0,3.
11. Открыть крышку ствольной коробки Она под действием пружины 1 (рис. 11) фиксатора ствольной накладки должна удерживаться в открытом положении, при этом фиксатор ствольной накладки не должен препятствовать отделению ствольной накладки 21.
12. При затирании фиксатора ствольной накладки опилить ствольную накладку по плоскости Д (рис. 11).
13. Закрыть крышку ствольной коробки, при этом между ствольной накладкой 21 и торцом фиксатора ствольной накладки должен быть зазор (размер Г на рис. 11), который должен быть не менее 0,1 мм.
14. При зазоре Г менее 0,1 мм опилить передний торец фиксатора ствольной накладки до получения зазора Г = 0,15...0,2 мм.
15. Присоединить затворную раму с затвором Закрыть крышку ствольной коробки и отвести затворную раму назад, отжимая ее рукоятку вверх, при этом трение рукоятки о крышку ствольной коробки не допускается.
16. При трении рукоятки опилить ребро крышки ствольной коробки до устранения трения.
17. Присоединить возвратный механизм 4 (рис. 2) и закрыть крышку ствольной коробки; при этом выступ направляющей возвратного механизма должен войти в окно крышки ствольной коробки и надежно удерживать ее в закрытом положении
18. При затирании выступа направляющей в окне крышки ствольной коробки обработать стенки окна, при этом между выступом и стенками окна в крышке ствольной коробки зазоры (размер В на рис. 12) должны быть не более 0,5 мм.
19. При отсутствии зазоров опилить стенки окна крышки ствольной коробки по рис. 12 до получения зазоров В = 0,2...0,4 мм.
20. Отвести затворную раму назад до отказа и нажать на выступ направляющей, при этом направляющая должна сместиться вперед не менее 0,5 мм. Отпустить выступ, при этом направляющая должна энергично возвратиться в исходное положение.
21. При перемещении направляющей менее 0,5 мм опилить ее задний торец до получения перемещения в пределах от 0,5 до 0,9 мм.
22. На подставке развальцевать концы оси крышки ствольной коробки. С помощью выколотки нажать на конец оси, при этом выталкивание оси крышки от усилия руки не допускается.
Открыть и закрыть крышку ствольной коробки, она должна свободно вращаться на оси крышки.
23. Проверить бой автомата, как указано в руководстве на изделие АКС74У.
Замена магазина и его деталей
1. Отделить от изделия магазин и присоединить новый магазин.
2. Проверить крепление магазина в ствольной коробке.
Магазин должен надежно удерживаться защелкой 42 (рис. 1—3) магазина в ствольной коробке, вертикальная качка магазина на защелке магазина допускается не более 0,5 мм.
Магазин при отжатой защелке магазина должен свободно отделяться от ствольной коробки.
При необходимости устранить выявленные неисправности, как указано в подразд. Выпадание магазина из ствольной коробки.
3. Проверить, не затирается ли магазином автоспуск 12 (рис. 1—3), как указано в подразделе Замена частей ударно-спускового механизма п. 3.1
4. Снарядить магазин 10 учебными патронами, присоединить его к изделию и, действуя затворной рамой, разрядить магазин; задержки при этом не допускаются.
5. Для замены негодных деталей магазина разобрать магазин, отделить негодную деталь и вместо нес присоединить новую.
После присоединения к пружине 5 (рис. 13) магазина подавателя 2 или планки 3 поджать концы фиксирующих выступов металлического подавателя (планки) так, чтобы подаватель (планка) свободно не отделялся от пружины магазина.

Рис. 13. Магазин 6Л20 к автоматам и секторный магазин 6Л18 к ручным пулемётам
1 - Корпус магазинов 6Л20 Сб 0 5 и 6Л18 Сб 0 1, 2 - подаватель в сборе 6Л20 Сб 0 2, 3 - планка в сборе 6Л20 Сб 0 3; 4 - пружина с планками 6Л20 Сб 0 4 6Л18 Сб 0 4, 5 - пружины магазинов 6Л20 0 9 и 6П18 0 9; 6 - крышка магазина 6Л20 0 11
6. После замены планки и крышки магазина проверить надежность крепления крышки магазина; без нажатия на выступ планки отделения крышки магазина от корпуса магазина не допускается.
7.При замене подавателя проверить движение подавателя в корпусе магазина; подаватель должен свободно перемещаться в корпусе магазина.
8. После замены подавателя, пружины магазина или подавателя с пружиной магазина собрать магазин, стержнем утопить (поджать) подаватель в корпус магазина до отказа и освободить его, после снятия нагрузки подаватель под действием пружины магазина должен энергично возвратиться в исходное положение.
Вложить в магазин учебный патрон и встряхнуть магазин, выпадание патрона из магазина не допускается; вложить в магазин еще один патрон и встряхнуть магазин, выпадание верхнего патрона не допускается. Снарядить магазин 30(45) учебными патронами, верхний патрон должен иметь подпружиненный ход; попытаться вложить в магазин еще один патрон, вхождение этого патрона в магазин не допускается; встряхнуть магазин, выпадание патрона не допускается.
9. Проверить работу магазина, как указано в п. 4.
Замена мушки и основания мушки
1. Вывинтить мушку 31 (рис. 1—3) ключом, который имеется на отвертке из комплекта принадлежности.
2. Ввинтить ключом новую мушку в основание 32 мушки. Ввинченная мушка не должна иметь качки и должна ввинчиваться и вывинчиваться только ключом с заметным усилием, проворот мушки пальцами руки не допускается.
3. При необходимости заменить основание мушки, вывинтить мушку, с помощью выколотки выбить основание мушки из колодки 30 мушки и запрессовать в колодку мушки новое основание мушки.
4. Запрессованное основание мушки не должно смещаться от усилия руки при действии выколоткой (10 кгс).
5. При смещении основания мушки от усилия руки подобрать другое основание мушки или изготовить основание мушки, как указано в п. Ослабление посадки основания мушки
6. Присоединить мушку, как указано в п. 2.
7. После замены мушки или основания мушки проверить бой изделия, как указано в руководстве на изделие.
Замена деревянных прикладов
1. Произвести неполную разборку изделия, вывинтить шурупы 2 (рис. 14 и 15) и отделить приклад 1.
2. Подогнать приклад по ствольной коробке на тугую посадку так, чтобы торец приклада упирался в плоскость затыльника 3; площадь прилегания должна быть не менее 75% площади торца приклада Опилить торец приклада до получения необходимого прилегания
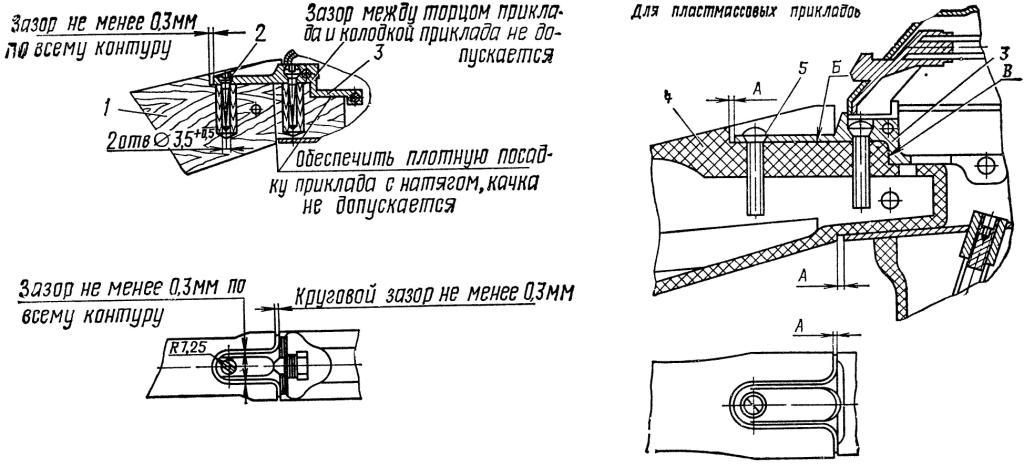
Рис. 14. Подгонка прикладов автомата АК74 и пулемета РПК74
1,4 — приклады в сборе, 2, 5 — шурупы прикладов, 3 — затыльник Пригнать приклад по плоскостям Б и В, зазоры по контуру А не менее 0,2 мм
3. Проверить зазоры между ствольной коробкой и прикладом по рис. 14 и 15, которые должны быть не менее 0,3 мм.
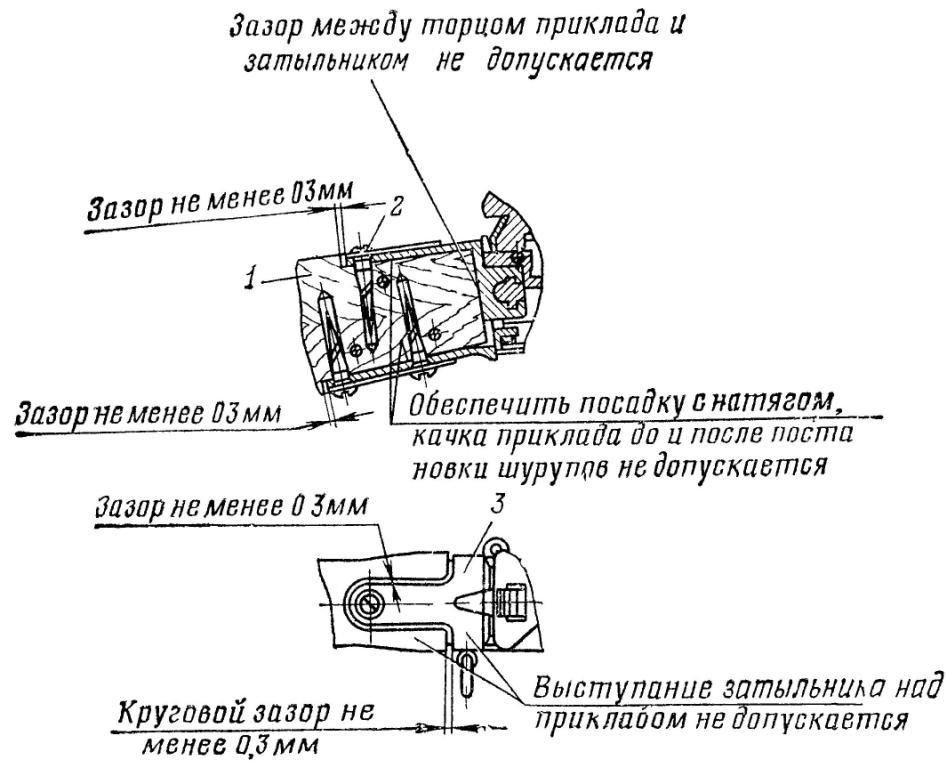
Рис. 15. Подгонка приклада пулемета РГ1КС74
1 — приклад в сборе, 2 — шуруп приклада 6П19 5 14, 3 — затыльник
При зазорах менее 0,3 мм обработать уступ на прикладе до получения зазора в пределах от 0,3 до 0,7 мм.
4. Обработать отверстия под шурупы по рис. 14 и 15 и закрепить приклады шурупами.
5. Проверить, нет ли качки приклада в ствольной коробке; качка не допускается.
6. Собрать изделие.
Замена приклада автоматов АКС74, АКС74У и их деталей
1. Произвести неполную разборку автомата.
2. Выбить ось 3 (рис. 16) приклада снизу вверх с помощью выколотки и отделить приклад.
При необходимости вытолкнуть штифт 5 фиксатора и отделить фиксатор 4 приклада и пружину 6 фиксатора приклада.
Заменить негодную деталь.
3. Присоединить к автомату фиксатор приклада с пружиной фиксатора и закрепить их штифтом фиксатора.
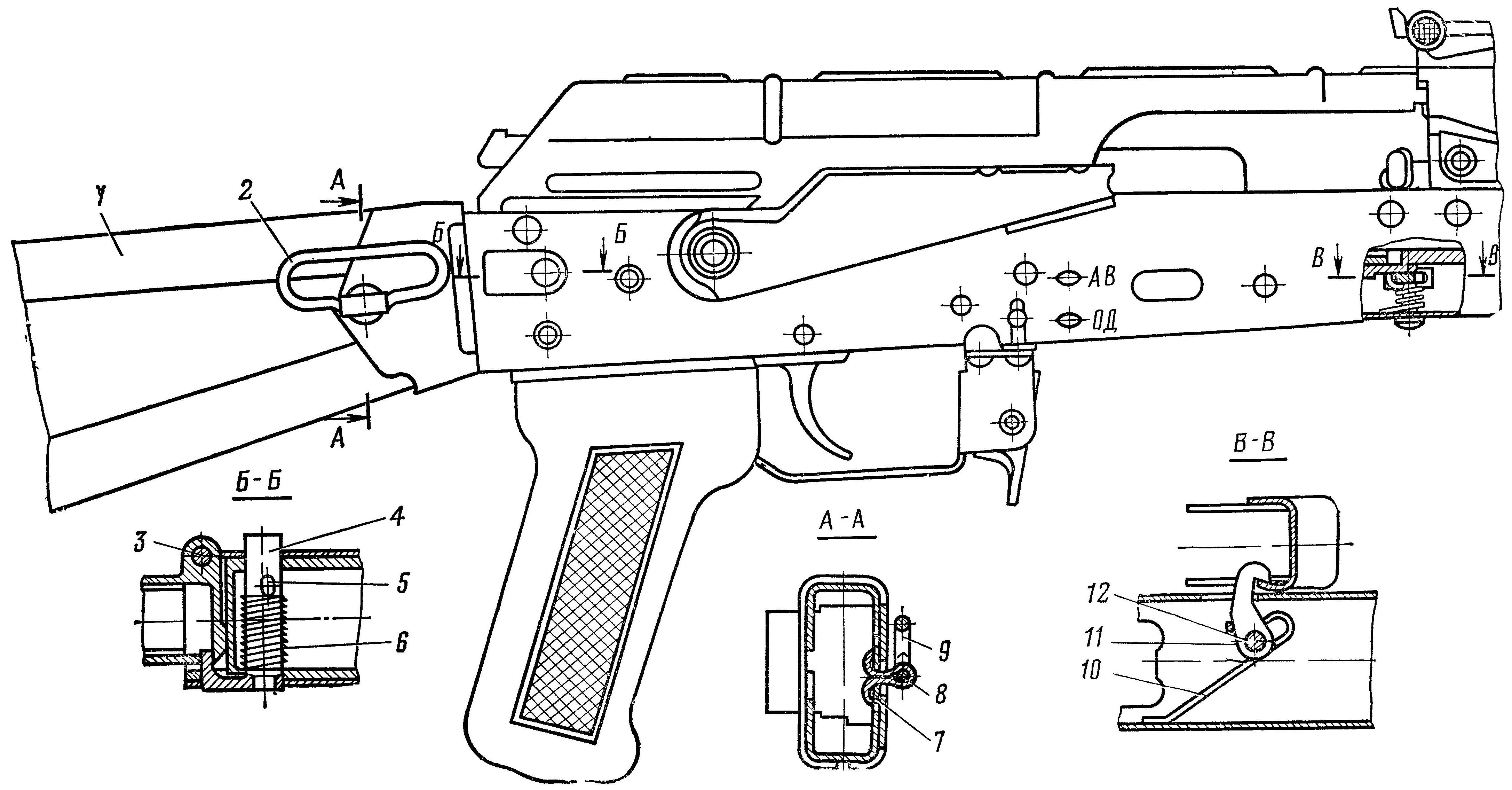
Рис. 16 Приклад автоматов АКС74 и АКС74У
1 - приклад в сборе 6П21 Сб 5 и 6П26 Сб 5, 2 - антабка в сборе 6П21Сб 5 1, 3 ось приклада 6П21 0 41, 4 фиксатор приклада 6П21 0 35, 5 - штифт фиксатора 6П21 0 37, 6 - пружина фиксатора 6П21 0 36, 7 - шайба 6П21 5 13, 8 - петля антабки 6П21 5 6, 9 - кольцо антабки 6П21 5 7, 10 - пружина защёлки 6П21 0 39, 11 - защёлка приклада 6П21 0 42, 12 - ось защёлки 6П21 0 40
4. Нажать на хвостовую часть фиксатора приклада и отпустить ее; после снятия нагрузки фиксатор приклада под действием пружины фиксатора должен энергично возвратиться в исходное положение.
5. Присоединить к автомату приклад и закрепить его осью, ось ставить сверху вниз; при этом выступание верхнего конца оси не допускается.
6. Установить приклад в боевое положение и проверить боковую качку приклада на фиксаторе приклада, как указано в подразд. Качка приклада.
При недопустимой качке подогнать зуб фиксатора, как указано в подразд. Качка приклада.
7. Кернить верхний конец оси приклада в двух точках, диаметр отпечатка керна не менее 1 мм.
8. Перевести приклад в сложенное положение; при этом защелка 11 приклада должна автоматически заскочить за затылок приклада и надежно удерживать приклад в сложенном положении; качка приклада на защелке приклада допускается.
9. Если приклад не удерживается на защелке приклада, выправить стенку затылка приклада или заменить негодную пружину 10 защелки, как указано в п. 10.
10. Для замены защелки приклада и (или) пружины защелки отделить ось 12 защелки, заменить негодную деталь, присоединить к автомату защелку приклада с пружиной защелки и закрепить их осью защелки; завести вилкой (приложение 1, подп. Вилка для постановки пружины защёлки металлического приклада) загнутый конец пружины за защелку.
11. Нажать на головку защелки приклада и отпустить ее, после снятия нагрузки защелка приклада под действием пружины защелки должна энергично возвратиться в исходное положение.
12. Перевести приклад в сложенное положение, при этом приклад должен надежно удерживаться защелкой приклада в этом положении.
13. Для замены антабки на прикладе отверткой свести концы петли 8 антабки, снять шайбу 7 и отделить кольцо 9 антабки с петлей антабки.
Заменить негодную деталь.
Присоединить к прикладу кольцо антабки с петлей, надеть на концы петли антабки кольцо антабки и развести концы петли антабки, плотно прижав их к стенке приклада.
Усилием руки попытаться вырвать антабку; отделение антабки не допускается.
Замена приклада пулемета РПКС74
1. Произвести неполную разборку пулемета.
2. С помощью выколотки выбить ось 16 (рис. 17) приклада и отделить приклад.
3. При необходимости заменить зацеп 17, выбить ось 20 зацепа и отделить зацеп с пружиной 13 зацепа.
4. При необходимости заменить защелку 18 приклада или пружину 15 защелки, для чего выбить штифт 19 и затем отделить их, заменить негодную деталь и собрать приклад.
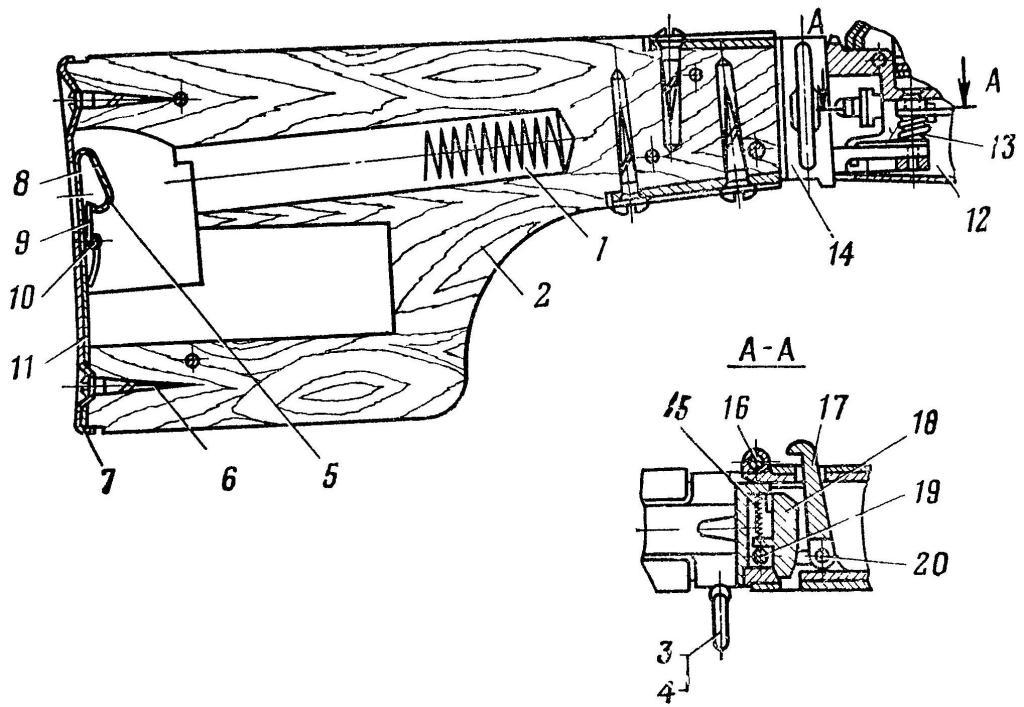
Рис. 17. Приклад в сборе 6П19.С6 5 к пулемету РПКС74:
1 — пружина пенала 6П20.5 5, 2 — приклад 6П19.5-1; 3 — кольцо антабки 6П19.1-56, 4 — антабка в сборе 6П19.С6 1-10; 5 — крышка затылка в сборе 6П18.С6 5-2; 6 — шуруп затылка 6П20.5-3; 7 — затылок 6П18.5-2; 8 — крышка затылка 6П20.5-8; 9 — пружина крышки 6П20.5-10; 10 — ось крышки 6П20.5 11; 11 — петля крышки 6П18.5-9; 12 — ствольная коробка 6П19.С6 1-1; 13 — пружина зацепа 6П19 0-27; 14 — затыльник приклада 6П19.1-51; 15 — пружина защелки 6П19.1-53, 16 — ось приклада 6П19.1-55; 17 — зацеп 6П19.0-25; 18 — защелка приклада 6П19.1-52; 19 — штифт 6П19.1-54; 20 — ось зацепа 6П19.0-26
5. Заменить негодные зацеп, защелку, пружины, оси или штифт и присоединить их к пулемету; после подгонки этих деталей кернить оба конца каждой оси и штифта.
6. Присоединить приклад к пулемету и закрепить его осью приклада.
7. Проверить качку приклада на защелке приклада, которая допускается не более 4 мм; при качке приклада более 4 мм устранить качку, как указано в подразд. Качка приклада на защелке приклада в боевом положении.
8. Проверить крепление приклада в походном положении, срыв приклада с зацепа не допускается; при срыве приклада устранить срыв, как указано в подразд. Приклад не удерживается в походном (сложенном) положении.
9. После замены деталей приклада и подгонки кернить оба конца оси приклада.
10. Для замены антабки 4 (см. рис. 61) необходимо отделить деревянную часть приклада, свести концы основания антабки, отделить антабку с кольцом, заменить негодную деталь, присоединить антабку с кольцом к колодке приклада по рис. 61 и присоединить деревянный приклад.
11. Собрать пулемет.
Замена прицельных планок, целика и их деталей
1. Отделить от изделия собранную прицельную планку 15 (рис. 1, 3) и пружину 16 прицельной планки, заменить негодную прицельную планку и (или) пружину прицельной планки и присоединить их к изделию.
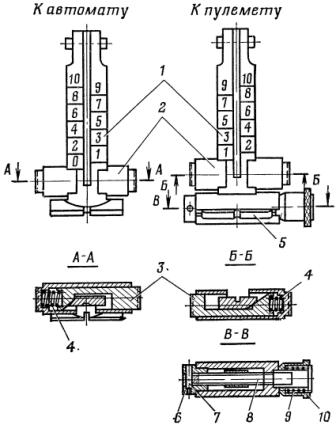
Рис. 18. Прицельные планки в сборе 6П20 Сб 2 к автоматам АК74 и АКС74 и прицельные планки в сборе 6П18.С6 2 к пулеметам РПК74 и РПКС74:
1 — прицельные планки 6П20 2-1 и 6П18 2-1; 2 — хомутик прицельной планки 6П20.2-2; 3 — защелка хомутика 6П20 2-3; 4 — пружина защелки хомутика 6П20 2-4; 5 — целик 6П18.2-5; 6 — гайка 6П18.2-9; 7 — штифт 6П18.2 10, 8 — винт 6П18.2-7, 9 — пружина фиксатора прицела 6П18 2-8; 10 — фиксатор 6П18.2 6
2. Поднять гривку прицельной планки на 25—30 мм и отпустить ее, после снятия нагрузки прицельная планка должна энергично возвратиться в исходное положение, при этом хомутик 2 (рис. 18) прицельной планки должен прилегать хотя бы к одному из секторов колодки прицела.
3. Проверить невозвратимую качку прицельной планки, которая допускается не более 0,3 мм.
Недопустимую качку прицельной планки устранить, как указано в подразд. Боковая качка прицельной планки.
4. Для замены хомутика 2 (рис. 18) прицельной планки, защелки 3 хомутика и (или) пружины 4 защелки хомутика отделить прицельную планку в сборе от изделия, на жать на защелку хомутика и снять хомутик прицельной планки с деталями с прицельной планки.
Заменить негодные детали Вложить в хомутик прицельной планки пружину защелки хомутика и защелку хомутика, а собранный хомутик надеть на прицельную планку.
Присоединить собранную прицельную планку к автомату (пулемету).
5. Проверить движение и фиксацию хомутика прицельной планки. При нажатой защелке хомутика хомутик прицельной планки должен свободно перемещаться вдоль всей прицельной планки. При отпущенной защелке хомутика перемещение хомутика не допускается, он должен надежно удерживаться на каждом делении прицела.
6. Для замены целика 5 и (или) винта 8 у пулемета отделить прицельную планку от пулемета, снять с нее хомутик прицельной планки, с помощью выколотки выбить штифт 7, свинтить гайку 6, вывинтить винт из целика и отделить целик
Заменить негодные детали.
7. Вставить в паз прицельной планки целик, надеть на винт пружину 9 фиксатора прицела, фиксатор 10, ввинтить винт в целик, навинтить гайку 6 на винт до отказа и поставить штифт 7.
Если в винте нет отверстия для штифта, го просверлить его сверлом диаметром 1,5 мм по рис. 32 и поставить штифт.
Проверить продольное перемещение (качку) целика вдоль прорези прицельной планки, которое допускается не более 0,2 мм.
Кернить оба конца штифта.
Собрать прицельную планку и присоединить ее к пулемету.
8. Для замены целика 15 (рис. 2) и его пружины 16 у автомата АКС74У необходимо на подставке с помощью выколотки выбить ось 17 целика и отделить целик и его пружину.
Заменить негодную деталь.
Присоединить к крышке ствольной коробки целик и его пружину и закрепить их осью.
9. Проверить действие целика на автомате АКС74У.
Целик должен от усилия пальца руки переводиться из одного положения в другое и обратно и надежно удерживаться в крайних положениях своей пружиной.
Боковая качка целика допускается не более 0,2 мм; при недопустимой боковой качке устранить ее, как указано в подразд. Боковая качка целика у автомата АКС74У.
На подставке кернить оба конца оси целика.
Нажать с помощью выколотки на торец оси целика, при этом от усилия руки смещение оси целика не допускается.
10. После замены собранной прицельной планки, отдельной прицельной планки, хомутика прицельной планки, целика пулемета или целика автомата АКС74У проверить бой изделия, как указано в руководстве на автомат.
Замена рукоятки
1. Произвести неполную разборку изделия.
2. Отверткой вывинтить соединительный винт 50 (рис. 1—3) из гайки 51.
3. Если конец соединительного винта сильно раскер-нен и его не вывинтить отверткой, то расколоть (распилить) негодную рукоятку, ввинтить соединительный винт в гайку до отказа, обжать и опилить по диаметру раскерненную часть соединительного винта и вывинтить его из гайки.
4. Присоединить к изделию новую рукоятку и гайку, ввинтить соединительный винт в гайку до отказа с заметным натягом.
5. Качка рукоятки на изделии, закрепленной соединительным винтом, не допускается, местные зазоры между рукояткой и ствольной коробкой допускаются не более 0,5 мм; выступание головки соединительного винта над рукояткой не допускается.
6. Кернить соединительный винт в торец трехгранным керном.
7. Собрать изделие.
Замена рукоятки штыка-ножа
Необходимые материалы и оборудование
Эпоксидная смола ЭД-16 ГОСТ 10587—84.
Полиэтиленполиамин ТУ 6-02-594—80.
Растворитель 646 ГОСТ 18188—72.
Ацетон технический ГОСТ 2768—84.
Шкаф вытяжной.
Термостат с температурой нагрева 40—200°.
Весы технические с разновесами грузоподъемностью 200 г.
Бюретка 25—50 мл.
Ванночки металлические.
Салфетки обтирочные.
Марля гигроскопическая.
Плашка М5.
Метчик М5.
Приготовление клея
Клей готовится небольшими количествами, так как время его пригодности не более 40 мин, поэтому готовить клей необходимо непосредственно перед употреблением.
В металлическую ванночку отвешивается 5 г эпоксидной смолы ЭД-16 и в нее вливается из бюретки 0,75 см3 отвердителя (полиэтиленполиамина). Смола с отвердителем перемешивается до получения однородной массы светло-коричневого цвета.
Если смола густая и плохо перемешивается с отвердителем, то, прежде чем вливать отвердитель, смолу подогреть до температуры 40—60°С или добавить к ней 5—20 весовых частей ацетона и тщательно перемешать.
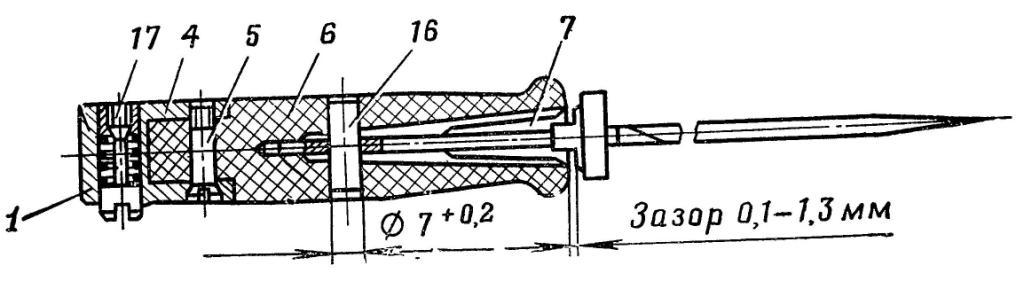
Рис. 19. Замена рукоятки штыка-ножа:
1 - пружина защелки 1-7; 4 - наконечник 1-12; 5 — винт 1-5; 6 — рукоятка штыка-ножа 1-11; 7 — штык-нож Сб 1; 16 — стержень 1-9; 17 — винт защелки 1-8
Иногда из-за попадания влаги в полиэтиленполиамин клей белеет. В этом случае полиэтиленполиамин необходимо просушить при температуре 100°С в течение 2 ч.
Оставшийся неиспользованный клей должен быть немедленно удален из ванночки растворителем, так как после отвердения масса теряет способность растворяться в любых растворителях. Остатки клея нужно выжечь, после чего ванночку очистить до металлического блеска.
Подготовка
Нагреть штык-нож в термостате до температуры 140—180°С в течение 20—30 мин, вытолкнуть стержень 16 (рис. 19) и снять рукоятку с хвостовика лезвия.
Вывинтить винт 5 из наконечника 4.
Удалить остатки клея с хвостовика лезвия, наконечника и винта. Остатки клея удаляются шабером и металлической щеткой.
Прочистить резьбу на винте плашкой М5 и в наконечнике метчиком М5.
Проверить работу защелки. Утопленный, а затем отпущенный винт 17 защелки под действием пружины 1 должен энергично возвращаться в исходное положение.
По отверстию в лезвии разметить в рукоятке и просверлить отверстие диаметром 7 мм так, чтобы между кольцом лезвия и торцом рукоятки был зазор не более 1,3 мм.
Присоединить лезвие к рукоятке и закрепить его пробкой (стержнем); при этом между торцом рукоятки и кольцом лезвия должен быть зазор не менее 0,1 мм; при отсутствии зазора опилить торец рукоятки до получения зазора 0,1—0,3 мм.
Выступание торцов стержня за плоскость рукоятки не допускается, утопание допускается. При выступании опилить торец заподлицо с гнездом в рукоятке.
Склеивание
Хвостовик лезвия, винт, стержень, углубление в наконечнике, выступ на рукоятке, отверстие в рукоятке и гнездо в рукоятке для хвостовика лезвия тщательно обезжирить. Обезжиривание производится марлевым тампоном, смоченным растворителем 646, с последующей просушкой в течение 10 мин.
Углубление в наконечнике обильно смазать клеем с помощью деревянной лопатки.
Присоединить к рукоятке наконечник и закрепить его винтом, предварительно смазав клеем резьбовую часть. Сразу же после закрепления наконечника кернить винт в двух точках. Избыток клея удалить с поверхности наконечника и рукоятки деревянной лопаткой и салфеткой, смоченной ружейной смазкой.
На расстоянии 20—25 мм от кольца и до конца на боковые плоскости хвостовика лезвия деревянной лопагкой обильно нанести клей, вставить лезвие в рукоятку так, чтобы защелка была расположена со стороны острой кромки лезвия, смазать стержень клеем и вставить его в отверстие рукоятки так, чтобы его концы не выступали над ручкой
Стержень запрессовать деревянной оправкой.
Избыток клея с поверхности кольца удалить деревянной лопаткой и промасленной салфеткой, а с рукоятки — шабером после полного высыхания клея.
Просушить собранный штык-нож при комнатной температуре в течение 24 ч (до полного отвердения клея).
С наружной поверхности удалить шабером избыток клея.
Контроль качества
Собранный и просушенный штык-нож должен удовлетворять следующим требованиям:
выступание торцов стержня за плоскости рукоятки не допускается;
между кольцом лезвия и передним торцом рукоятки должен быть зазор;
лезвие в рукоятке должно иметь незначительное упругое боковое перемещение; при отсутствии такого перемещения легко происходит излом лезвия в рукоятке у кольца;
защелка под действием пальца руки и своей пружины должна перемещаться без затирания.
Проверить штык с ножнами надеванием на автомат и, если при этом окажется, что рукоятка где-то затирает, места затирания подчистить бархатным напильником.
Хранение материалов
Смола и отвердитель должны храниться в стеклянной илй алюминиевой герметически закрывающейся посуде в сухом помещении при комнатной температуре. Хранить смолу на свету запрещается.
Меры безопасности
В помещении для сборки необходимо иметь вентиляцию и достаточное освещение.
Приготовление клея должно производиться в вытяжном шкафу или в хорошо проветриваемом помещении в защитных очках. При работе с клеем и его компонентами необходимо предупреждать попадание их на кожу. При попадании клея или его компонентов на кожу работающего необходимо удалить их следы марлевым тампоном, а затем обмыть кожу водой с мылом.
После работы и перед приемом пищи руки протирать салфетками или марлевым тампоном и мыть теплой водой с мылом.
Замена частей сошек
1. Обжать один конец оси 7 (рис. 20) и выбить ось. Отделить стойку 1 в сборе и пружину 4 сошек.
Присоединить к основанию 6 сошек новую стойку и пру-» жину сошки и закрепить их осью.
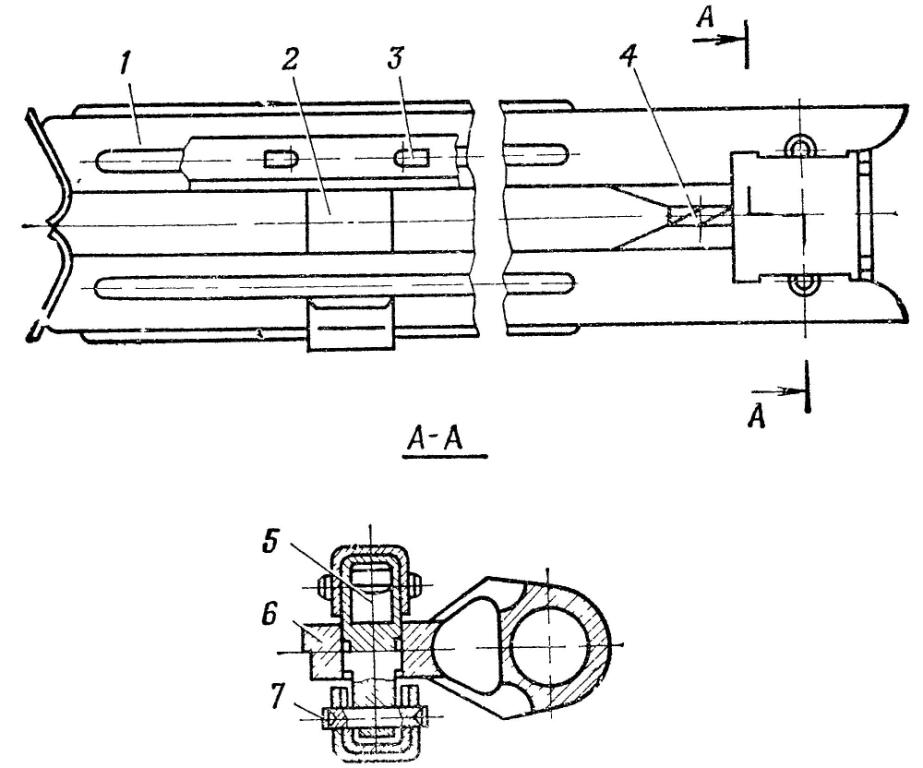
Рис. 20. Сошки в сборе 6П18С6 1-13 к пулеметам:
1 — стойка в сборе 6П18.С6 1-14; 2 — защелка 6П18 9 7, 3 — ось защелки 6R18.9-8; 4 — пружина сошек 6П18.9-11; 5 — ось сошек 6П18 9-10; 6 — основание сошек П18.1-65; 7 — ось защелки магазина 6П20 0 13
2. Свести стойки сошек до отказа и отпустить их, после снятия нагрузки стойки сошек под действием пружины должны разойтись в стороны и удерживаться в боевом и походном положениях.
3. Раскернить (развальцевать) обжатый конец оси, у новой оси развальцевать оба конца; нажать на конец оси с помощью выколотки, выталкивание оси от усилия руки не допускается.
Трещины на концах оси допускаются, выкрошенность не допускается.
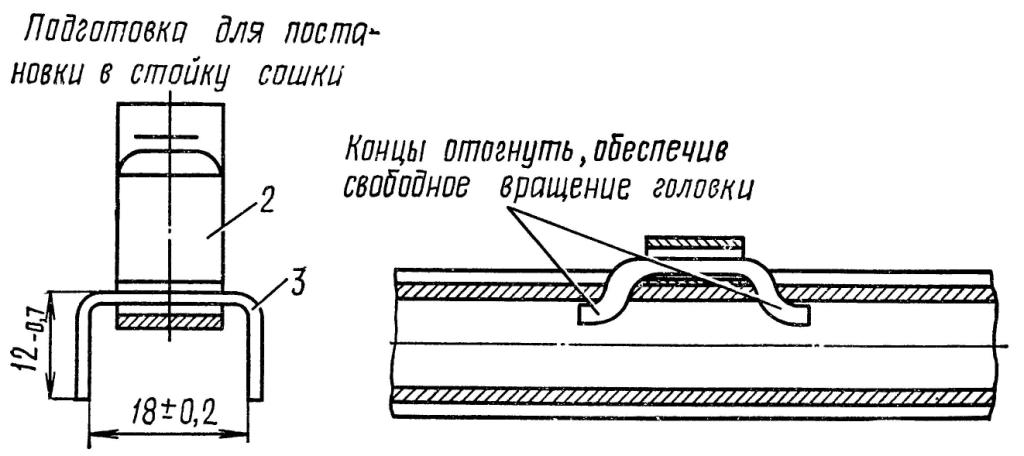
Рис. 21. Постановка защелки сошек; 2 — защелка; 3 — ось защелки
4. Для замены защелки 2 необходимо выправить концы оси 3 защелки и отделить защелку с ее осью.
Присоединить к защелке новую ось взамен негодной и подогнуть концы оси, как указано на рис. 21.
Присоединить защелку с осью к стойке сошек и отогнуть концы оси, как указано на рис. 21.
5. Соединить стойки сошек и закрепить их защелкой, защелка должна надежно удерживать стойки в сложенном положении и при встряхивании пулемета защелка не должна отстегиваться.
Замена сошек в собранном виде производится при капитальном ремонте.
Замена ствольной накладки
1. Произвести неполную разборку изделия.
2. Подобрать ствольную накладку в сборе по месту. При необходимости опилить передний торец основания ствольной накладки по плоскости Е (рис. 22) с образованием скоса на верхней половине основания по плоскости В для АКС74У по рис. 22 так, чтобы она свободно заходила на место После опиловки переднего торца основания ствольной накладки острые ребра по контуру притупить.
3. Опилить задний торец зацепа основания ствольной накладки так, чтобы он входил в паз прицельной колодки 17 и при открытой чеке 18 не было продольного перемещения ствольной накладки в сборе. Прилегание опорной плоскости основания ствольной накладки к опорной плоскости прицельной колодки должно быть не менее половины поверхности соприкосновения, а зазоры Д и Г между буртиком газовой камеры 24 и передним торцом основания ствольной накладки должны быть в нижней половине 0,2—1,2 мм и в верхней половине не более 2 мм max для АКС74У. Для АК74, АКС74 зазор Д = 0,1...1,9 мм; для РПК74, РПКС74 зазор Д = 0,3...1,2.
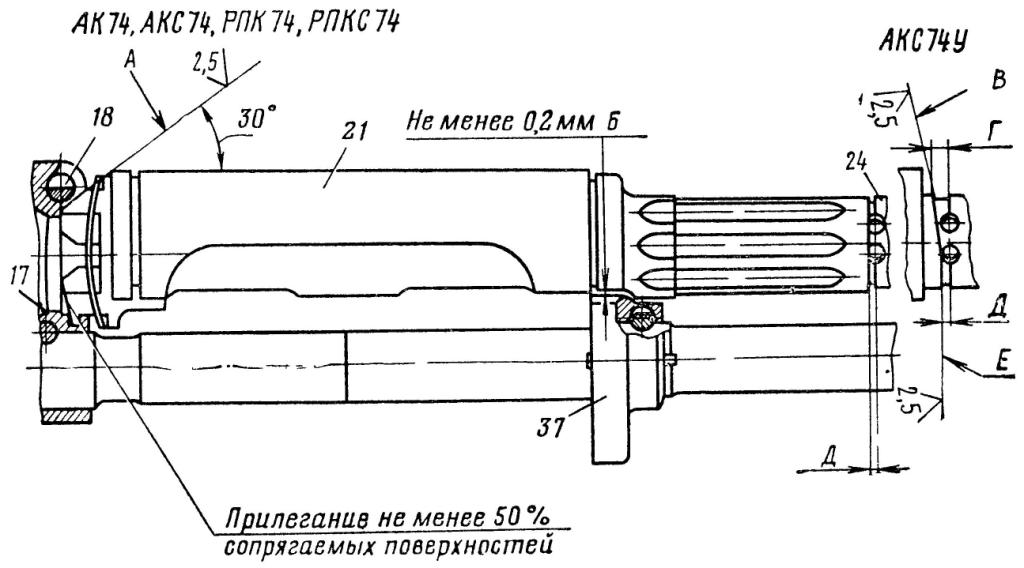
Рис. 22. Подгонка ствольной накладки:
17 — прицельная колодка; 18 — чека ствольной накладки; 21 — ствольная накладка; 24 — газовая камера, 37 — кольцо цевья
4. Обработать скос на заднем кольце основания ствольной накладки по плоскости А под углом 30° и пригнать его к стержню чеки так, чтобы прилегание стержня чеки к скосу по длине стержня было не менее 3 мм и по ширине не менее 1 мм и чтобы при запертой чеке не было вертикальной качки заднего конца ствольной накладки в сборе.
5. Проверить зазоры К и Л между ствольной накладкой и цевьем по рис. 29. Если зазоры менее указанных на рис. 29, то зачистить нижние плоскости ствольной накладки по рис. 29.
6. Для замены деревянной части ствольной накладки 20 (рис. 1—3) необходимо повернуть ее на основании 23 ствольной накладки и отделить вместе с фиксатором 19 ствольной накладки.
Присоединить новую деревянную ствольную накладку с фиксатором ствольной накладки, она должна поворачиваться на основании ствольной накладки с заметным усилием.
7. Проверить зазоры между буртами колец 1 (см. рис. 29) и 2 и уступами деревянной ствольной накладки (размеры И на рис. 29), которые должны быть не менее 1 мм.
При зазорах менее 1 мм подрезать уступы деревянной ствольной накладки до получения зазора в пределах от 1 до 1,2 мм.
8. Собрать изделие.
9. У автомата АКС74У допускаются продольная и поперечная качки ствольной накладки не более 0,5 мм.
10. У автомата АКС74У проверить зазор Г (рис. 11) между ствольной накладкой 21 и фиксатором 2, как указано в разделе Замена крышки ствольной коробки автомата АКС74У п. 13, а также проверить, не препятствует ли фиксатор отделению ствольной накладки. Замену пластмассовой накладки 1-51 производить, как и деревянной накладки, с выполнением требований рис. 29.
Замена штока затворной рамы
1. Произвести неполную разборку изделия, отделить от затворной рамы 3 (рис. 5) собранный затвор 2.
3 — затворная paма, 4 — шток, 5 — шгифт штока
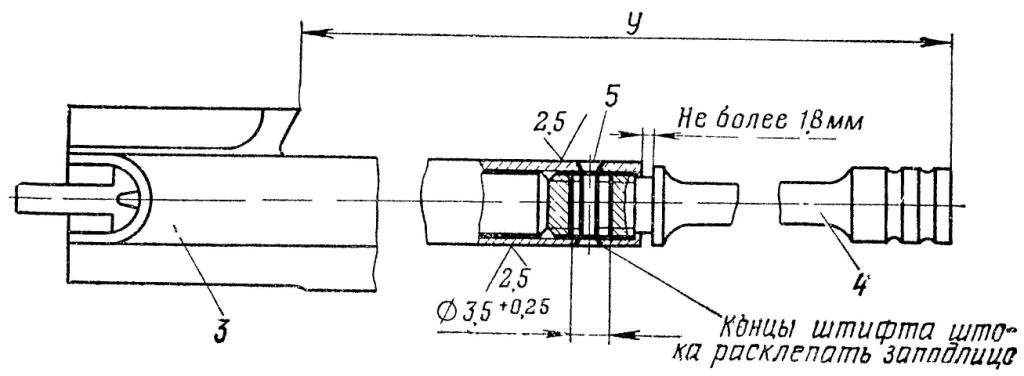
2. Закернить конец штифта 5 штока, сверлом диаметром 3,5 мм засверлить расклепанный торец штифта на глубину 2—3 мм, с помощью выколотки выбить штифт и вывинтить шток 4 из затворной рамы.
3. Подобрать новый шток так, чтобы зазор между цилиндром газовой камеры и поршнем штока был не более 0,2 мм для АК74, АКС74, РПК74 и РПКС74 и 0,15 мм для АКС74У, но не менее 0,06 мм.
4. Ввинтить подобранный шток в затворную раму так, чтобы размер У (рис. 23) был в пределах от 294,8 до 295,2 мм, а у автомата АКС74У размер У = 203 .203,3 мм, при этом качка штока в затворной раме допускается не более 4 мм (считая по переднему концу штока), а у автомата АКС74У — не более 3 мм.
5. Если в штоке нет отверстия для штифта штока, то просверлить его по отверстию в затворной раме сверлом диаметром 3 мм, а затем развернуть до диаметра 3,5— 3,75 мм.
Если в штоке имеется отверстие и оно не совпадает с отверстием в затворной раме, распилить его на овал по рис. 24.
6. Собрать затворную раму со штоком, поставить штифт штока и проверить качку штока в затворной раме и размер У, как указано в п. 4.
7. Расклепать концы штифта штока и зачистить их по рис. 23.
8. Проверить соединение штока с затворной рамой, как указано в п. 4.
9. Присоединить затворную раму к изделию и проверить, нет ли утыкания штока в торец газовой камеры (колодки мушки).
10. Собрать изделие.
Проверить работу автоматики стрельбой на взаимодействие частей 10 выстрелами; задержки при этом не допускаются.
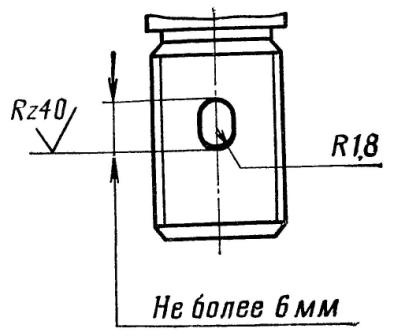
Рис. 24. Обработка отверстия в штоке затворной рамы
Замена частей ударно-спускового механизма
1. Произвести неполную разборку изделия и отделить части ударно-спускового механизма.
2. Заменить негодные детали новыми и присоединить к изделию части ударно-спускового механизма.
3. После замены автоспуска 12 (рис. 25):
3.1. Проверить зазоры между рычагом автоспуска и стенкой ствольной коробки 1, а также зазоры между рычагом автоспуска и стенкой присоединенного магазина (при магазине, поджатом вправо), которые должны быть не менее 0,2 мм.
3.2. При зазоре менее 0,2 мм выправить рычаг автоспуска или подобрать другой автоспуск; при этом автоспуск должен перекрывать затворную раму не менее 1 мм.
3.3. Отжать вперед рычаг автоспуска и отпустить его; после снятия нагрузки под действием пружины автоспуск должен энергично возвратиться в исходное положение до упора его шептала в курок 11; затирание автоспуска о ствольную коробку не допускается.
3.4. Поставить курок на автоспуск и проверить расстояние от верхнего среза ствольной коробки до верхнего конца рычага автоспуска (размер Г на рис 26), которое должно быть не менее 3,9 мм
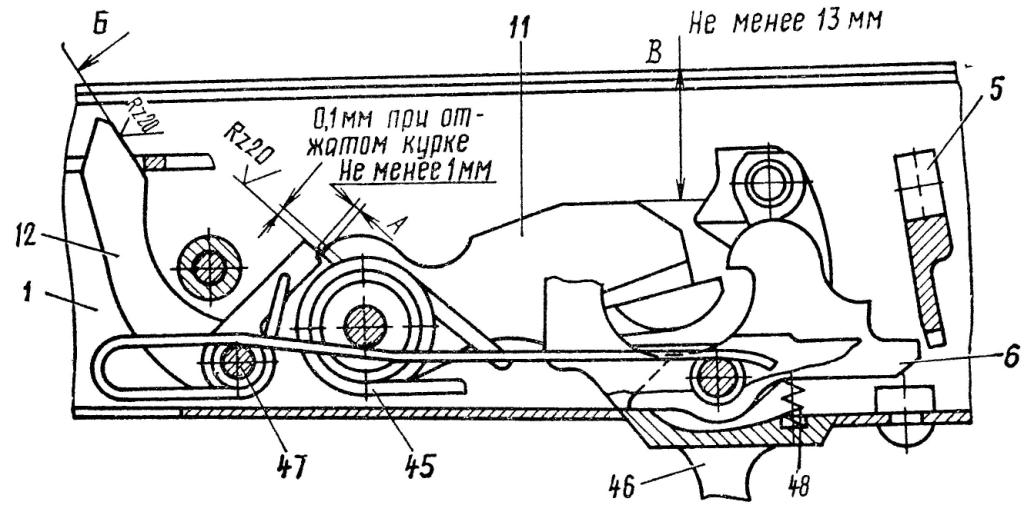
Рис. 25. Ударно-спусковой механизм
Переводчик установлен на одиночный огонь
Спусковой крючок не нажат курок на автоспуске
1 — ствольная коробка 5 — переводчик с сектором, 6 — шептало, 11 — курок, 12 — автоспуск с пружиной, 45 — боевая пружина, 46 — спусковой крючок 47 — ось спускового механизма, 48 — пружина шептала
3.5. При размере Г менее 3,9 мм опилить верхний конец рычага автоспуска по плоскости Д по рис. 26 до получения размера Г = 3,9 .4,3 мм
3.6. Поставить курок на автоспуск и проверить перекрытие шепталом автоспуска боевого взвода курка (размер А на рис 25), которое должно быть не менее 1 мм
3.7. При перекрытии менее 1 мм обработать шептало автоспуска и (или) боевого взвода курка, как указано в п 10 8 1
3.8. Проверить спуск курка с автоспуска при недоходе затворной рамы. Присоединить затворную раму, поставить курок на боевой взвод.
Зажать между срезом ствольной коробки и передним срезом затворной рамы сначала один конец шаблона (приложение 1, подп. Шаблон для проверки спуска курка с боевого взвода) размером 6 мм, а затем другой размером 3 мм; при зажатом конце шаблона размером 6 мм курок не должен спускаться с боевого взвода, а размером 3 мм должен спускаться
3.9. Проверить, прижимается ли автоспуск пружиной автоспуска к правой стенке ствольной коробки.
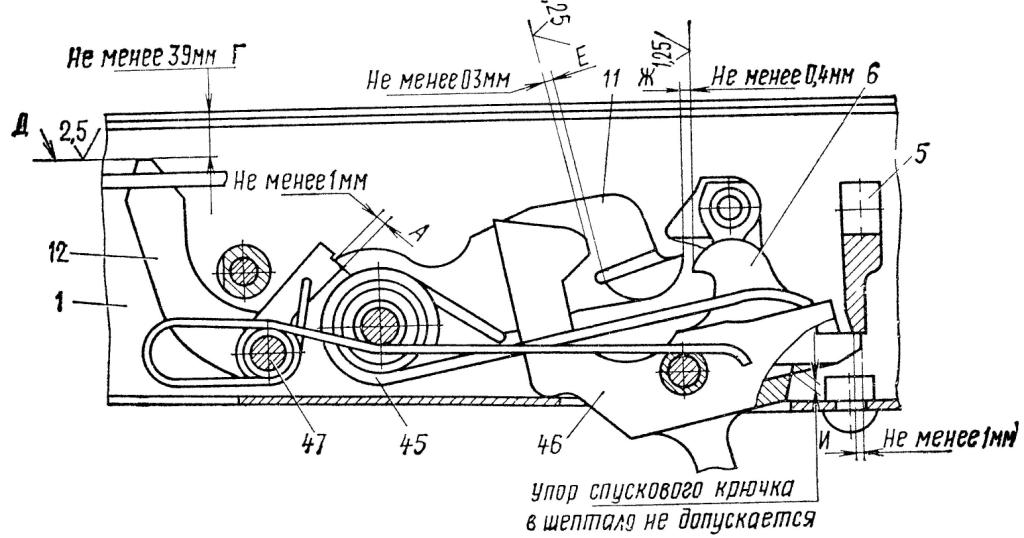
Рис. 26. Ударно-спусковой механизм
Переводчик установлен на автоматический огонь
Спусковой крючок нажат, курок на автоспуске
1 — ствольная коробка, 5 — переводчик с сектором 6 — шептало 11 — курок 12 — автоспуск с пружиной, 45 — боевая пружина 46 — спусковой крючок, 47 — ось спускового механизма
3.10. При спуске курка с боевого взвода при недоходе затворной рамы более б мм опилить автоспуск по плоскости Б по рис. 25; при неспуске курка с боевого взвода при недоходе затворной рамы на 3 мм подобрать другой автоспуск. В военное время допускается наплавка автоспуска электродом Э50А и обработка автоспуска по образцу, как временная мера допускается оттяжка рычага автоспуска.
4. После замены боевой пружины 45 (рис. 26):
4.1. Поставить курок 11 на боевой взвод и спустить его с боевого взвода, при этом курок должен энергично повернуться на своей оси.
4.2. Проверить усилие спуска курка с боевого взвода, которое должно быть 1,5—2,5 кгс.
4.3. Проверить положение концов боевой пружины, которые должны лежать на спусковом крючке 46 и не касаться своими торцами шептала 6.
4.4. Нажать на спусковой крючок до отказа и плавно отпустить его, при этом спусковой крючок должен возвратиться в исходное положение без зависания, проверку проводить при курке, поставленном на автоспуск, и при выключенном автоспуске.
5. После замены курка 11 (рис. 25):
5.1. Проверить спуск курка с боевого взвода, как указано в п. 4.1.
5.2. Проверить перекрытие автоспуском 12 боевого взвода курка, как указано в п. 3.6.
5.3. Поставить курок на автоспуск, резко нажать на головку курка и отпустить ее, после снятия нагрузки курок не должен срываться с боевого взвода.
5.4. Поставить курок на автоспуск и проверить расстояние от головки курка до верхнего среза ствольной коробки (размер В на рис. 25), которое должно быть не менее 13 мм.
5.5. При размере В менее 13 мм подобрать другой курок и (или) автоспуск.
5.6. Установить переводчик 5 (рис. 26) на автоматический огонь, поставить курок на боевой взвод и проверить, имеются ли зазоры между курком и шепталом 6 и спусковым крючком 46 (размеры Е и Ж на рис. 26).
5.7. При зазоре Е менее 0,3 мм опилить зуб спускового крючка до получения зазора Е = 0,3...0,5 мм; при зазоре Ж менее 0,4 мм опилить шептало одиночного огня до получения зазора Ж в пределах от 0,4 до 0,6 мм.
5.8. Сдвинуть курок влево, поджать его головку влево, при этом задевание курка за ребро направляющих угольников ствольной коробки не допускается; аналогичную проверку провести при смещении курка вправо.
5.9. При задевании курка опилить места затирания на курке.
5.10. Нажать на головку курка до отказа, при этом движение курка должно ограничиться упором курка в основание замедлителя (у автомата АКС74У — в ограничитель курка; рис. 28).
6. После замены осей 47 (рис. 26) спускового механизма нажать с помощью выколотки на концы осей; выталкивание осей из ствольной коробки не допускается, также не допускается утопание концов осей за плоскость ствольной коробки; нажать на концы осей слева, при этом между концами осей н переводчиком 5 должны быть зазоры.
7. После замены переводчика 5 с сектором:
7.1. Присоединить крышку 14 (рис. 1—3) ствольной коробки к изделию, у автомата АКС74У закрыть ее; резко перевести переводчик вверх до отказа, при этом движение переводчика должно ограничиться; перевести переводчик вниз, он должен четко фиксироваться в положениях ПР, АВ и ОД и ограничиваться выступом спусковой скобы.
7.2. Если переводчик не фиксируется в приданных положениях, то его плечо пригнуть к ствольной коробке.
7.3. Отделить (открыть) крышку ствольной коробки и установить переводчик в положение ОД; проверить зазор между ребром переводчика и выступом спусковой скобы (размер К на рис. 27), который должен быть в пределах от 0,05 до 1,5 мм.
7.4. При отсутствии зазора К опилить переводчик по плоскости Л по рис. 27 до получения зазора К = 0,05...1,5 мм.
7.5. Проверить свисание переводчика над выступом спусковой скобы (размер М на рис. 27), которое должно быть не более 0,3 мм.
7.6. При свисании переводчика более 0,3 мм выправить переводчик до получения свисания не более 0,3 мм.
7.7. Установить переводчик в положение ПР, при этом его сектор должен перекрывать прямоугольные выступы спускового крючка 46 не менее 2 мм (размер П на рис. 28), а между сектором переводчика и выступом спускового крючка 46 (рис. 26) должен быть зазор не менее 0,2 мм (размер Н на рис. 28).
7.8. При зазоре Н менее 0,2 мм опилить торец сектора переводчика 5 (рис. 26) до получения зазора Н = 0,2...0,5 мм.
7.9. Установить переводчик в положение АВ, при этом сектор должен перекрывать хвост шептала 6 не менее 1 мм (размер И на рис. 26), а между шепталом и боевым взводом курка 11 (при отжатом назад спусковом крючке и курке, стоящем на автоспуске) должен быть зазор не менее 0,4 мм (размер Ж на рис. 26)
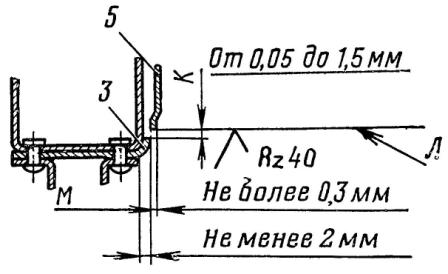
Рис. 27. Подгонка переводчика:
3 — ствольная коробка; 5 — переводчик
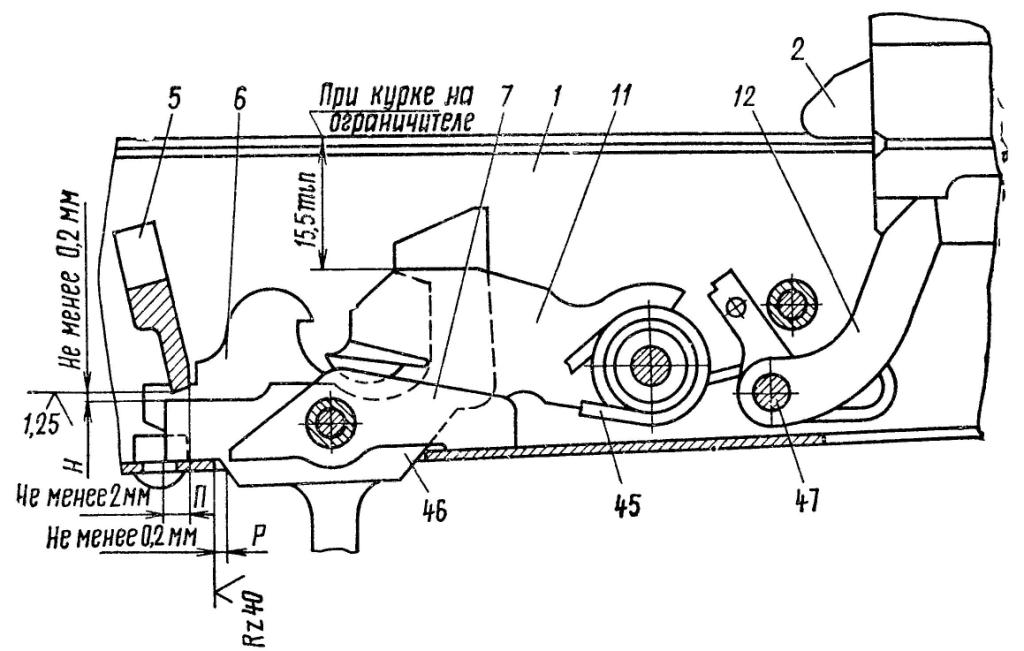
Рис. 28. Ударно-спусковой механизм
Переводчик установлен в положение ПРЕДОХРАНИТЕЛЬ
Курок нажат вниз до отказа
1 — ствольная коробка, 2 — затворная рама с затвором, 5 — переводчик с сектором; 6 — шептало; 7 — ограничитель курка, 11 — курок, 12 — автоспуск, 45 — боевая пружина, 46 — спусковой крючок; 47 — ось спускового механизма
8. После замены пружины автоспуска 12 (рис. 28) проверить выталкивание осей 47 спускового механизма, как указано в п. 6, действие автоспуска, как указано в п. 3.3, не выступает ли петля пружины автоспуска в окно для магазина в ствольной коробке
Проверить, прижимается ли автоспуск пружиной автоспуска к правой стенке ствольной коробки.
9. После замены пружины 48 (рис. 25) шептала спустить курок 11 с боевого взвода, отжать головку шептала 6 назад и отпустить ее, после снятия нагрузки шептало под действием пружины должно энергично возвратиться в исходное положение.
10. После замены спускового крючка 46 (рис. 26):
10.1. Проверить расстояние между шепталом курка 11 и зубом спускового крючка 46 (размер Е), как указано в п. 5.6.
10.2. Проверить перекрытие переводчиком 5 спускового крючка (размер Я), как указано в п. 7.9.
10.3. Проверить зазор между спусковым крючком и стенкой окна в ствольной коробке (размер Р на рис. 28), который должен быть не менее 0,2 мм.
10.4. Проверить при отпущенном спусковом крючке, опираются ли задние концы спускового крючка на дно ствольной коробки. При необходимости опилить места затирания.
10.5. Проверить перекрытие спусковым крючком боевого взвода курка 11 при переводчике, установленном в положение АВ, и ненажатом спусковом крючке.
10.6. Проверить у автомата АКС74У при ненажатом спусковом крючке, нет ли затирания затворной рамы о спусковой крючок.
11. После замены шептала 6 (рис. 26) проверить расстояние между боевым взводом курка 11 и шепталом (размер Ж), как указано в п 5.6; проверить перекрытие сектором переводчика 5 шептала 6 (размер Я), как указано в п. 7.9.
Замена цевья
1. Произвести неполную разборку изделия и отделить цевье 38 (рис. 1—3).
2. Присоединить новое цевье к изделию; цевье должно присоединяться от усилия руки.
3. При большом усилии присоединения цевья зачистить боковые стенки выступа цевья до получения нормального усилия присоединения цевья к изделию.
4. Надвинуть кольцо 37 цевья на цевье до отказа и повернуть флажок чеки 22 кольца цевья.
Если кольцо цевья не запирается чекой кольца цевья, то опилить передний торец цевья.
5. Проверить горизонтальную и вертикальную качку заднего конца цевья, которая допускается не более 0,3 мм. Недопустимую качку цевья устранить, как указано в подразд. Горизонтальная и вертикальная качки заднего конца цевья.
6. Проверить зазор между уступом на переднем конце цевья и буртом кольца цевья (размер Н на рис 29), который должен быть не менее 0,1 мм.
7. Проверить зазоры К, Л, М (рис. 29) между цевьем и ствольной накладкой, которые должны быть: К — не менее 1 мм, Л — не менее 0,5 мм и М — не менее 0,2 мм.
8. Для обеспечения нормальных размеров К, Л, М, Н обработать соответствующие места на цевье.
9. Проверить перемещение переднего конца цевья; поперечное и вертикальное перемещение переднего конца цевья, а также натяг в продольном направлении не допускаются; при закрытой чеке кольца цевья упругое продольное перемещение цевья на изделии допускается не более 0,5 мм.
При недопустимом перемещении цевья обработать его, как указано в подразд. Продольное перемещение цевья.
10. Проверить шомполом совпадение отверстий для шомпола в кольце цевья и цевье. Если отверстия не совпадают, расчистить отверстие в цевье так, чтобы шомпол легко вставлялся и вынимался; при расчистке отверстия допускается вскрытие перемычки между дном желоба и отверстием для шомпола от переднего конца цевья до отверстия в цевье.
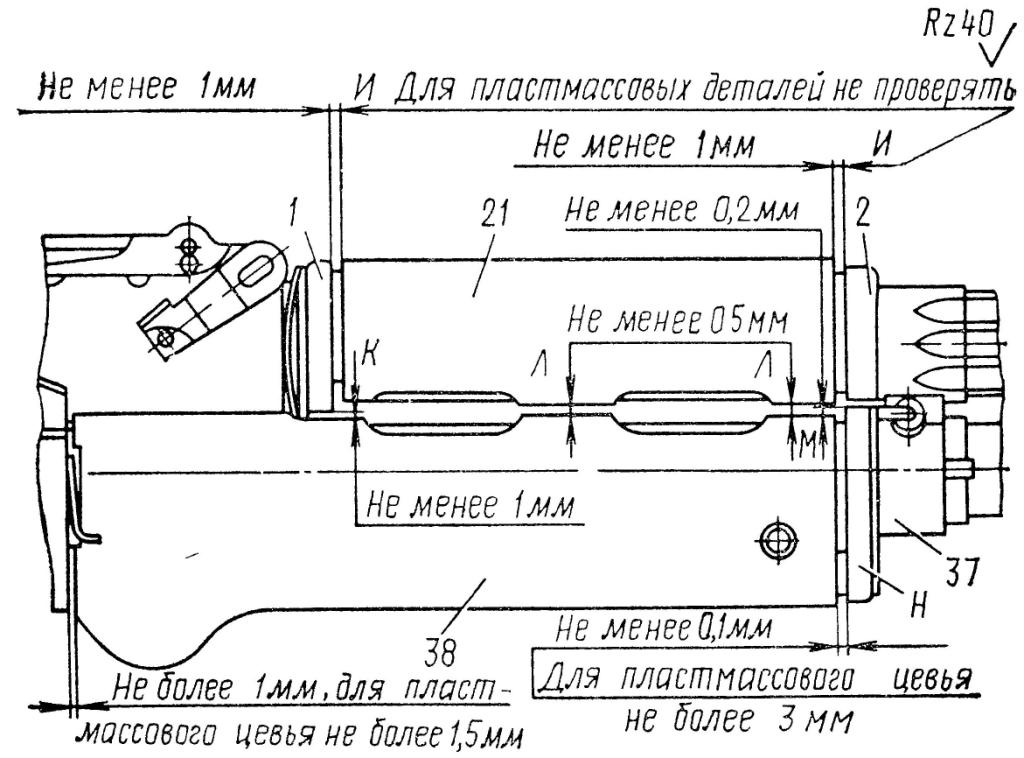
Рис. 29 Подгонка цевья к ствольной накладке
1 — заднее кольцо накладки 2 — переднее кольцо накладки, 21 — ствольная кладка 37 - кольцо цевья, 38 — цевье
11. Собрать изделие. Замену пластмассового цевья 6П20 Сб. 9 (см. рис 50) производить, как и деревянного цевья, с выполнением требований рис. 29.
Замена чеки кольца цевья
1. Произвести неполную разборку изделия.
2. Обжать (осадить) с помощью гнетка развальцованный конец оси чеки 22 (рис. 30) кольца цевья и отделить цевье.
3. Сдвинуть вперед кольцо 37 цевья и выколоткой выбить чеку кольца цевья.
4. Присоединить новую чеку кольца це,вья, поставить на место кольцо цевья, сдвинуть ее назад и повернуть флажок (перо) чеки кольца цевья вперед, при этом флажок должен занять горизонтальное положение, а чека кольца цевья должна надежно закреплять кольцо цевья на стволе.
5. При повороте флажка с большим усилием обработать выем на цилиндрической части чеки так, чтобы флажок чеки повертывался от усилия руки.
6. Развальцевать конец чеки кольца цевья, выполнив требования рис. 30.
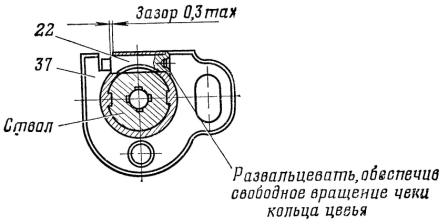
Рис. 30. Постановка чеки кольца цевья:
22 — чека кольца цевья, 37 — кольцо цевья
Замена чеки ствольной накладки
1. Произвести неполную разборку изделия.
2. Обжать развальцованный конец стержня 1 (рис. 31) чеки на подставке, с помощью выколотки выбить собранную чеку 18 ствольной накладки из прицельной колодки 17.
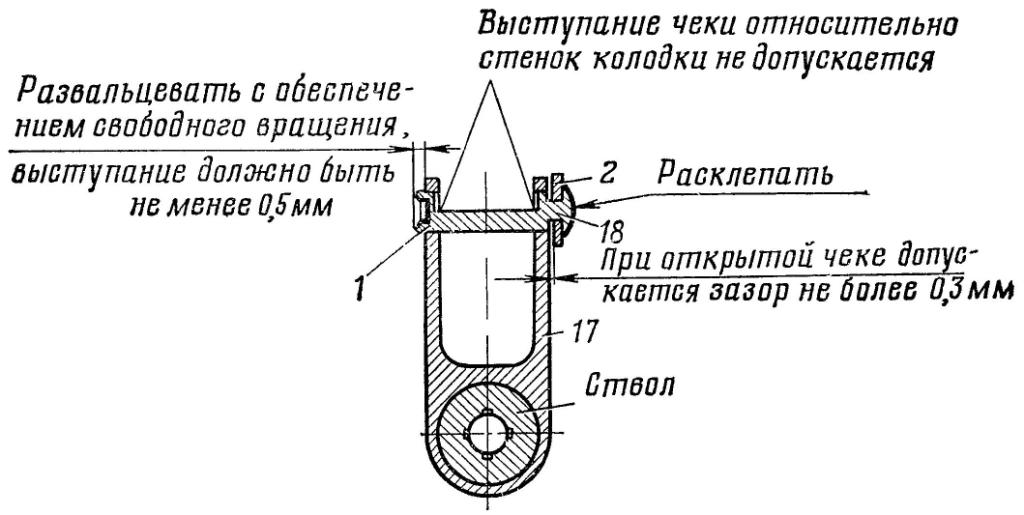
Рис. 31. Постановка чеки ствольной накладки
1 — стержень чеки 6П20 1 36, 2 — перо чеки 6П20 1 22, 17 — прицельная колодка в сборе, 18 — чека ствольной накладки
3. Присоединить новую собранную чеку ствольной накладки к прицельной колодке, вводя ее стержень с правой стороны, развальцевать левый конец стержня, выполнив требование рис 31.
4. Повернуть перо чеки, она должна надежно фиксироваться выемкой прицельной колодки; при необходимости подогнуть перо чеки.
5. При выступании чеки относительно внутренних стенок прицельной колодки опилить выступающие части чеки заподлицо со стенками прицельной колодки.
6. Присоединить ствольную накладку 21 (рис. 22) и проверить ее крепление чекой ствольной накладки.
Чека должна закрываться с заметным усилием (разрешается применять пенал принадлежности) и надежно закреплять ствольную накладку на изделии.
7. Если чека закрывается с большим усилием, то обработать скос на заднем конце ствольной накладки по плоскости А по рис. 22.
Если задний конец ствольной накладки имеет качку, то устранить ее, как указано в подразд. Качка ствольной накладки в сборе на ствольной коробке со стволом.
8. Собрать изделие.